Jak gotować ze spawaniem inwertorowym: wskazówki dla początkujących
W prywatnym domu i na wsi zawsze trzeba coś ugotować. Aby nie iść do profesjonalistów na drobiazgi (i nie płacić im), możesz kupić niedrogą spawarkę i nauczyć się tego samodzielnie. Aby zdobyć te umiejętności, zaleca się zakup spawarek prądu stałego, aw szczególności falowników spawalniczych. Mają małe wymiary, niewiele ważą, z ich pomocą można uzyskać wysokiej jakości szew nawet bez dużego doświadczenia. Co równie ważne, ta kategoria ma dobre urządzenia w niskiej cenie (5-10 tysięcy rubli). Dlatego spawanie inwertorowe dla początkujących to najlepsze, co może dziś zaoferować rynek.
Treść artykułu
Co to jest falownik spawalniczy i jak działa
Urządzenie to nazwano falownikiem, ponieważ przekształca prąd przemienny sieci 220 V o częstotliwości 50 Hz na oscylacje o wysokiej częstotliwości, a następnie na prąd stały. Jednocześnie urządzenie ma wysoką sprawność: około 85-90% i nawet przy dość dużych obciążeniach licznik trochę się „trzęsie”. W każdym razie nie będziesz musiał płacić szalonych rachunków. Zużycie będzie nieco wyższe niż bez spawania, ale niewiele.

To małe pudełko to spawarka inwertorowa.
Większość spawarek inwertorowych działa w domowej sieci 220 V (są maszyny od 380 V). I to jest jedna z ich zalet. Co więcej, praktycznie nie wpływają na to w żaden sposób, tj. nie "siadaj" napięcie. Zachowaj spokój wobec sąsiadów: nie będą wiedzieć, że spawasz. Drugim ważnym plusem jest to, że mogą pracować mniej więcej normalnie nawet przy obniżonym napięciu. Oczywiście trzeba przyjrzeć się charakterystyce, ale przy 170 V większość z nich nadal pozwala na pracę z elektrodą 3 mm. Jest to szczególnie ważne na obszarach wiejskich, gdzie niskie napięcie jest raczej normą niż wyjątkiem.
Dla początkujących jest również dobre to, że łuk inwertorowy jest łatwiejszy do uzyskania i utrzymania. I generalnie, według wielu, gotuje się od „bardziej miękkiego”, a jego łuk jest „lżejszy”. Jeśli więc chcesz nauczyć się gotować - spróbuj najpierw spawania inwertorowego.
Przeczytaj o wyborze falowników spawalniczych do domów i domków letniskowych tutaj.
Podstawy spawania inwertorowego
Najpierw przyjrzyjmy się konstrukcji falownika spawalniczego. Nie będziemy rozważać „wypełnienia”, zbadamy, co jest na wierzchu i co będzie musiało zostać użyte.

Z czego składa się spawarka inwertorowa (aby powiększyć zdjęcie, kliknij prawym przyciskiem myszy)
To urządzenie to małe metalowe pudełko, które w zależności od mocy waży od 3 kg do 6-7 kg. Obudowa jest przeważnie metalowa, niektórzy producenci robią w niej otwory wentylacyjne - dla lepszego chłodzenia "wypełnienia" (głównie transformatora). Jest pas do noszenia, czasem jest też rączka: pas zakładany jest na ramię, jeśli praca wymaga ruchu.
Jeden z paneli ma włącznik lub przełącznik dwustabilny. Na froncie znajdują się wskaźniki mocy i przegrzania. Dostępne są również pokrętła do ustawiania napięcia i prądu spawania. Również na płycie czołowej znajdują się dwa wyjścia - „+” i „-”, do których podłączane są kable robocze. Jeden kabel zakończony jest spinaczem do bielizny, który przylega do części, a drugi uchwytem elektrody. Złącze kabla zasilającego zwykle znajduje się z tyłu. To wszystko.
Kupując falownik, upewnij się, że kable są wystarczająco długie i elastyczne, aby zapewnić wygodniejszą pracę. To właśnie na niewystarczająco długich i sztywnych kablach roboczych najwięcej narzekania użytkowników popularnej marki spawarki inwertorowe "Resanta".
Ogólne zasady pracy ze spawarką inwertorową opisano w tym filmie.
Spawanie inwertorowe dla początkujących
Jak w przypadku każdego spawania elektrycznego, topienie metalu następuje z powodu ciepła łuku elektrycznego. Występuje między elektrodą spawalniczą a spawanym metalem. Aby utworzyć łuk, łączy się je z przeciwległymi biegunami: do jednego podaje się „+”, a do drugiego „-”.
Podłączając elektrodę do „minusa” i części do „plusa”, połączenie nazywa się „bezpośrednie”. Jeśli do elektrody zostanie przyłożony „plus”, połączenie jest odwrócone. Obie opcje są używane w spawaniu, ale tylko dla metali o różnej grubości: odwrotnie spawanie cienkich metali; w linii prostej - do spawania grubych metali (powyżej 3 mm grubości). Ale to nie jest niezmienna zasada; czasami robią odwrotnie.

Poprawna i odwrotna polaryzacja połączenia na falowniku spawalniczym
Co spowodowało ten podział w praktyce? Fizyka procesu. Kiedy pojawia się łuk, elektrody przesuwają się od minus do plusa. Jednocześnie przekazują również swoją energię na dodatnio naładowaną powierzchnię, zwiększając jej temperaturę. Dlatego element podłączony do wyjścia dodatniego bardziej się nagrzewa. Podczas spawania metali o wystarczającej grubości należy je dobrze nagrzać, aby się stopiły, a szew był wysokiej jakości. Dlatego podaje się im „+”. Wręcz przeciwnie, cienki metal może wypalić się z powodu przegrzania, a „minus” przylega do niego, silniej nagrzewając elektrodę, z której więcej stopionego metalu dostaje się do szwu.
Prawidłowe gotowanie metalu za pomocą falownika jest możliwe tylko wtedy, gdy elektroda jest dobrze kontrolowana przez Ciebie. Aby to zrobić, musisz poprawnie chwycić uchwyt. Jak to zrobić, obejrzyj wideo.
Jak powstaje szew podczas spawania
Aby wyjaśnić podstawy spawania inwertorowego, zastanów się, co się dzieje, gdy powstaje szew. Na początek wyjaśnijmy, że elektroda spawalnicza do spawania metali składa się z metalowego rdzenia i powłoki - specjalnej powłoki, która zamyka obszar spawania przed kontaktem z tlenem zawartym w powietrzu. Więcej szczegółów przeczytaj o elektrodach do falowników tutaj.
Teraz o rzeczywistym procesie spawania. Łuk elektryczny powstaje, gdy rdzeń elektrody zetknie się z metalem (przeczytaj poniżej, jak zapalić łuk). W tym samym czasie powłoka zaczyna się palić. Częściowo topi się, przechodząc w stan ciekły, a częściowo zamienia się w gazy. Gazy te otaczają obszar spawania - jeziorko spawalnicze. Nie pozwalają, aby tlen z powietrza „przedostał się” do stopionego metalu. Część powłoki, która przeszła w stan ciekły, pokrywa stopiony metal, tworząc drugą warstwę ochronną. Po ostygnięciu zamienia się w żużel, który pokrywa szew skórką. Na tym etapie żużel chroni jeszcze gorący metal przed tlenem.

Jak przebiega spawanie inwertorowe
Ale żużel i ochrona nie są jedynym procesem, który ma miejsce w tym przypadku i który należy kontrolować. Podczas spawania należy uważać, aby połączenie dwóch kawałków metalu było równomiernie i dostatecznie ogrzewane. Obie części powinny stopić się w tej samej odległości od krawędzi. Aby ogrzewanie było równomierne, należy zachować tę samą odległość od końcówki elektrody do części. Nie jest to łatwe: elektroda topi się podczas spawania, a cząstki stopionego metalu są przenoszone do szwu przez łuk. Dlatego musisz stopniowo przesuwać uchwyt elektrody bliżej części. Ale to nie koniec techniki spawania elektrodą. Konieczne jest też „wypisanie” końcówką jakichś figurek - zygzaki, kółka, choinki itp. Pozwalają poszerzyć szew i połączyć ze sobą dwie części. Najczęstsze ruchy elektrod pokazano na poniższym zdjęciu.
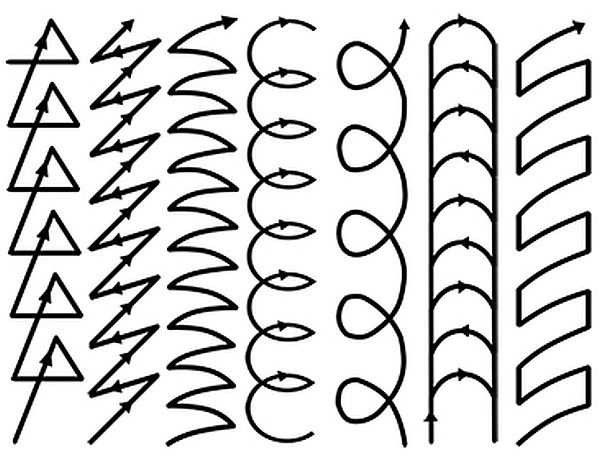
Ruchy elektrod podczas spawania za pomocą falownika: dla początkujących spawaczy należy wykonać kilka ruchów w celu zautomatyzowania
Oznacza to, że elektrodę należy przesuwać z boku na bok o szerokość szwu wzdłuż jednej z tych trajektorii, monitorując stan jeziorka spawalniczego i nadal obniżając elektrodę podczas wypalania, zachowując stałą odległość od części. To bardzo trudne zadanie dla tych, którzy chcą nauczyć się gotować metal. Z inwerterem spawalniczym jest łatwiej - łuk jest stały i nie przeskakuje, ale na początku możesz się nie udać.
To bardzo zwolnione wideo pokazuje przenoszenie się cząstek metalu z elektrody do jeziorka spawalniczego i jego formowanie.
Jak nauczyć się spawać metal za pomocą falownika
Rozpocznij naukę zapalając łuk. Do tego potrzebny będzie oprócz aparatu metal (grubość 5-6 mm) i elektroda, maska i legginsy (grube skórzane rękawiczki) spawacza, a także gruba odzież i buty wykonane z grubej skóry chroniące przed iskrami i łuskami.
Zaczynają od podłączenia kabli spawalniczych. Następnie wybraną elektrodę wkładamy do uchwytu (na początek weź MP 3 o średnicy 3 mm - łatwo się zapalają i dobrze gotują). Po włączeniu zasilania należy ustawić prąd spawania (patrz tabela). Dla elektrody o średnicy 3 mm ustawiany jest prąd 90-120 A. Prąd podczas procesu spawania można regulować. Jeśli widzisz, że wynikiem nie jest rolka, ale tylko jakieś niespójne paski, zwiększ go. Jeśli przeciwnie, metal jest bardzo płynny i trudno jest przesuwać jeziorko spawalnicze, zmniejsz je. Ustawienia są w dużym stopniu zależne od urządzenia i wybranej elektrody. Więc spróbuj, zmień. Po ustawieniu prądu załóż maskę spawacza (początkującym łatwiej będzie pracować maska kameleona), możesz pracować.
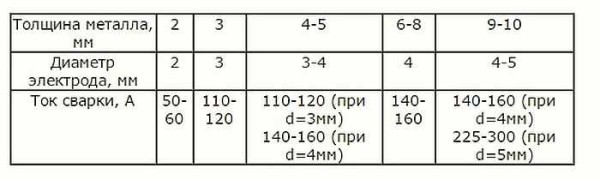
Ogólne zalecenia dotyczące doboru średnicy elektrody w zależności od grubości metalu
Spawanie inwertorowe dla początkujących rozpoczyna się od nauczenia się zapalania łuku. Istnieją dwie metody: uderzanie części końcówką elektrody kilka razy lub uderzanie w nią jak zapałką. Obie metody działają. Użyj tego, co jest dla ciebie wygodniejsze. Ale na przyszłość pamiętaj, że musisz uderzać wzdłuż linii szwu - aby nie było śladów na produkcie. Będziesz musiał przez chwilę poćwiczyć i spalić kilka elektrod, aby równomiernie zajarzać łuk.
Gdy łuk zajarza się bez żadnych problemów, można przejść dalej - opanować ruchy. Odbywa się to poprzez wyściełanie poduszek na grubym metalu. Na metalowej płytce narysuj kredą linię, która zastąpi szew. Następnie zajmij się łukiem. W miejscu spoczynku metal topi się i zostaje pokryty warstwą ciekłego żużla. To miejsce nazywa się kąpielą spawalniczą. Musisz więc przesunąć go wzdłuż narysowanej linii. Zrób to jednym z ruchów pokazanych na powyższym rysunku.
Aby kąpiel się poruszała, elektrodę należy lekko przechylić, mniej więcej pod kątem 50-45 °. Niektóre mają większy kąt, niektóre mają mniejszy kąt. Generalnie, przechylając elektrodę, zmieniasz wymiary (szerokość) jeziorka spawalniczego. Możesz eksperymentować: istnieje wiele różnych technik spawania i ważne jest tylko, aby szew był wysokiej jakości, a sposób, w jaki to osiągniesz, zależy od Ciebie, zwłaszcza, że będziesz pracować dla siebie i dla siebie.
Istnieją dwie główne pozycje pracy elektrody: kąt do przodu i kąt do tyłu. Podczas spawania pod kątem do przodu otrzymujemy mniej ciepła, szew będzie szerszy. Ta technika jest stosowana podczas spawania cienkich metali.. Grube są zwykle spawane do tyłu.
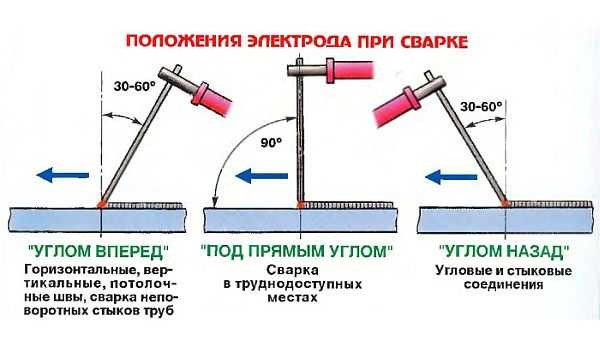
Pozycje elektrod spawalniczych i ich zastosowanie
Ale kąt nachylenia to nie wszystkie parametry, które trzeba będzie zachować. Jest też długość łuku. Jest to odległość od końcówki elektrody do powierzchni części. Środkowy łuk ma 2-3 mm, krótki 1 mm lub ogólnie od końca do końca, długi ma 5 mm lub więcej, dopóki nie odpadnie. Praktyka zaczyna się od pracy na średnim łuku. Zachowaj 2-3 mm do metalu. Wtedy szew będzie gładszy i lepszy: jeśli szczelina jest zbyt duża, łuk zaczyna przeskakiwać, nagrzewanie metalu jest niewystarczające, szew jest rozmazany, połączenie jest zawodne. Przy krótkim łuku pojawia się kolejny problem - szew jest zbyt wypukły ze względu na to, że strefa gorąca jest zbyt mała.To również nie jest dobre, ponieważ pozostają podcięcia - rowki wzdłuż szwu na części - które zmniejszają wytrzymałość połączenia.

Długość łuku i jego wpływ na jakość spoiny
Po pewnym czasie praktyki w układaniu rolek w różnych ruchach, po tym, jak rolki są tej samej szerokości, płatki napawania mają w przybliżeniu takie same wymiary, można spróbować zgrzewać szwy. Możesz czytać o rodzajach szwów i łączeniach, a także o ich przygotowaniu tutajlub możesz obejrzeć kolejną lekcję „Spawanie dla manekinów”.
Podstawy spawania inwertorowego dla początkujących wszystko. Musisz tylko ćwiczyć: musisz wapnować więcej niż jedną elektrodę na trening. Może nawet nie jeden kilogram. Kiedy sama ręka wykonuje wszystkie ruchy, wszystko wyda ci się całkiem proste.
Aby utrwalić zdobytą wiedzę, najpierw spróbuj trochę potrenować rękę bez elektrody, ćwicząc ruchy ołówkiem w dłoni. To także dobra opcja, może wyda ci się bardziej akceptowalna. W tym samouczku wideo na temat spawania z falownikiem dla początkujących wszystko jest bardzo rozsądne, proste i dostępne. Jeśli są jakieś niejasności, przejrzyj. Zrozumiesz, jak prawidłowo gotować za pomocą spawania inwertorowego. Wiele przydatnych rzeczy dla początkujących spawaczy.
I na koniec o niektórych cechach działania falowników spawalniczych. Bardzo boją się kurzu, zwłaszcza metalu. Dlatego odradza się używanie przy nich szlifierki i regularne czyszczenie odkurzaczem (po upływie okresu gwarancji). Nie zaleca się pracy z nimi podczas deszczu lub w wilgotnych pomieszczeniach. Dotyczy to szczególnie niedrogich modeli domowych. Chociaż mają ochronę przed porażeniem prądem elektrycznym, nadal lepiej jest grać bezpiecznie.
Przy wyborze elektrod zwróć uwagę na obszar ich zastosowania: muszą być przystosowane do pracy z prądem stałym. Podczas spawania przy najwyższym prądzie lub napięciu tryb pracy jest przerywany. Jest wskazany dla każdego urządzenia w paszporcie.
-
 Przecinak do płyt gipsowo-kartonowych - narzędzie do szybkiego łączenia profili
Przecinak do płyt gipsowo-kartonowych - narzędzie do szybkiego łączenia profili
-
 Nożyce do cięcia rur: polipropylen (PPR), plastik, metaloplastik
Nożyce do cięcia rur: polipropylen (PPR), plastik, metaloplastik
-
 Wybór nitownicy (nitownica)
Wybór nitownicy (nitownica)
-
 Jak wybrać siekacz ogrodowy i rozdrabniacz do trawy - najlepsze modele
Jak wybrać siekacz ogrodowy i rozdrabniacz do trawy - najlepsze modele
-
 Które ciągniki jednoosiowe i kultywatory silnikowe są lepsze
Które ciągniki jednoosiowe i kultywatory silnikowe są lepsze





Bardzo jasne i zrozumiałe.
Czy można trzymać przedmiot obrabiany ręką podczas spawania inwertorowego?
Na gruźlicę gołą ręką jest wyraźnie niemożliwe. Mam Resant 160, czasami trzymam go ręką, ale nie pracuję bez rękawiczek. Ogólnie rzecz biorąc, jeśli się nad tym zastanowić, falownik gotuje prądem stałym, który jest mniej niebezpieczny niż prąd przemienny, ale nadal lepiej nie ryzykować ponownie, zwłaszcza jeśli jest wysoka wilgotność.