Jak prawidłowo gotować szwy: pionowe, poziome, sufitowe
Podczas spawania elektrycznego do ogrzewania metalu stosuje się łuk elektryczny. Występuje między częścią a elektrodą - prętem wykonanym z przewodzącego metalu (czasami niemetalowego). Metal topi się pod wpływem temperatury łuku. Strefa wtopienia na styku części nazywana jest szwem spawalniczym (spawanym). W przypadku różnych metali i różnych rodzajów połączeń technika spawania, położenie elektrody, prędkość jej ruchu i amplituda mogą się różnić. Jak prawidłowo zgrzać szew, aby połączenie było nie tylko niezawodne, ale także piękne, porozmawiajmy dalej.
Treść artykułu
Rodzaje spoin i połączeń
Szwy mają dość obszerną klasyfikację. Przede wszystkim są one podzielone według rodzaju związku sprawców. W zależności od wymagań dotyczących niezawodności szew można nakładać z jednej lub obu stron. Dzięki dwustronnemu zgrzewaniu konstrukcja jest bardziej niezawodna i lepiej trzyma swój kształt. Jeśli jest tylko jeden szew, często zdarza się, że produkt jest zniekształcony: szew „ciągnie”. Jeśli jest ich dwóch, siły te są kompensowane.
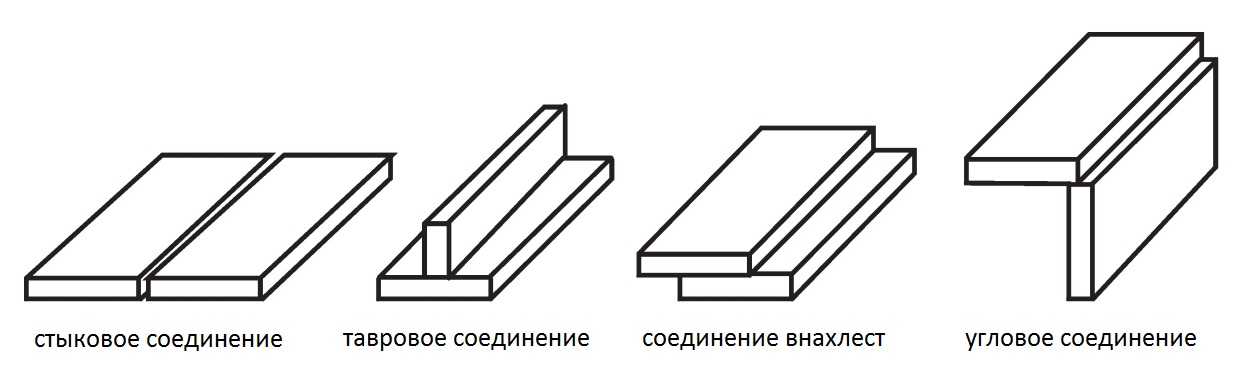
Szwy zgrzewane, w zależności od rodzaju połączenia, to doczołowe (doczołowe), trójnikowe, zakładkowe i zaokrąglone (aby zwiększyć rozmiar obrazka, kliknij je prawym przyciskiem myszy)
Nie da się zauważyć, że w celu uzyskania wysokiej jakości spoiny metal nie może być zardzewiały. Dlatego miejsca spawania są wstępnie szlifowane lub obrabiane pilnikiem - aż rdza całkowicie zniknie. Ponadto, w zależności od wymagań, krawędź jest szlifowana lub nie.
Połączenie doczołowe (szew doczołowy)
Do łączenia końców blach lub rur stosuje się spoinę czołową. Części układa się tak, aby między nimi była szczelina 1-2 mm, jeśli to możliwe, sztywno zamocowana za pomocą zacisków. Podczas procesu spawania szczelina jest wypełniana stopionym metalem.
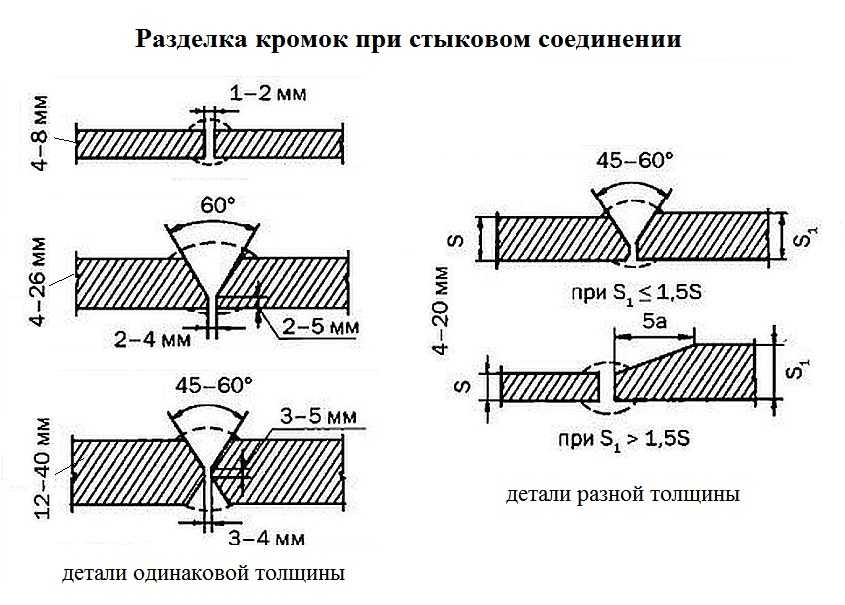
Cienka blacha - do 4 mm grubości - spawana jest bez wcześniejszego przygotowania (usuwanie rdzy się nie liczy, jest obowiązkowe). W takim przypadku gotuj tylko z jednej strony.W przypadku elementów o grubości od 4 mm szew mogą być pojedyncze lub podwójne, ale wymagane jest uszczelnienie krawędzi jedną z metod pokazanych na zdjęciu.

Rodzaje przygotowania części do zgrzewania doczołowego
- Przy grubości części od 4 mm do 12 mm szew może być pojedynczy. Następnie krawędzie są czyszczone w dowolny sposób. Wygodniej jest wykonać preparację jednostronną o grubości do 10 mm, a grubsze części są zdejmowane częściej w postaci litery V. Zdzieranie w kształcie litery U jest trudniejsze do wykonania, dlatego jest używane rzadziej. Jeśli wymagania dotyczące jakości spawania zostaną zwiększone, przy grubości większej niż 6 mm, konieczne jest zdejmowanie izolacji po obu stronach i podwójny szew po jednej i drugiej stronie.
- Przy zgrzewaniu metalu o grubości 12 mm lub więcej spoiną doczołową zdecydowanie konieczny jest podwójny szew, nie ma możliwości ogrzania takiej warstwy jednostronnie. Obcinanie dwustronne w postaci litery X. Przy takiej grubości nie opłaca się stosować obcinania krawędzi w kształcie litery V lub U: wymagają one kilkukrotnie większej ilości metalu do ich wypełnienia. W rezultacie zwiększa się zużycie elektrod, a prędkość spawania znacznie spada.
Cięcie metalowych krawędzi podczas łączenia części od końca do końca (aby zwiększyć rozmiar obrazu, kliknij prawym przyciskiem myszy)
Jeśli jednak zdecydujesz się na gotowanie metalu o dużej grubości z jednostronnym cięciem, konieczne będzie wypełnienie szwu w kilku przejściach. Takie szwy nazywane są wielowarstwowymi.Sposób zgrzania szwu w tym przypadku pokazano na poniższym rysunku (liczby wskazują kolejność układania warstw metalowych podczas spawania).
Przeczytaj o spawaniu cienkiego metalu za pomocą spawarki inwertorowej tutaj.

Jak ugotować szew doczołowy: jednowarstwowy i wielowarstwowy (Aby zwiększyć rozmiar obrazu, kliknij go prawym przyciskiem myszy)
Połączenie kolanowe
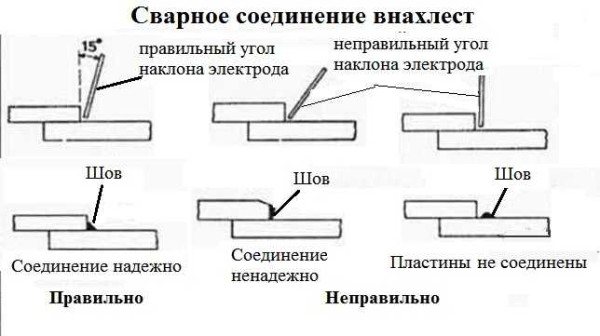
Ten typ złącza stosowany jest przy spawaniu blach o grubości do 8 mm. Zagotuj z obu stron, aby wilgoć nie dostała się między arkusze i nie było korozji.
Wykonując szew zakładkowy, należy dobrać odpowiedni kąt nachylenia elektrody. Powinien wynosić około 15-45 °. Następnie uzyskuje się niezawodne połączenie. Po odchyleniu w jednym lub drugim kierunku większość stopionego metalu nie znajduje się na złączu, ale w bok, wytrzymałość złącza jest znacznie zmniejszona lub części w ogóle nie są połączone.
Jak prawidłowo trzymać elektrodę podczas spawania zakładkowego (aby powiększyć obraz, kliknij go prawym przyciskiem myszy)
Połączenie trójnika i narożnika
Trójnik w spawaniu to litera „T”, a kątowy - litera „G”. Połączenie w kształcie litery T może mieć jeden lub dwa szwy. Krawędzie można również przycinać lub nie. Potrzeba cięcia krawędzi zależy od grubości spawanych elementów i liczby szwów:
- grubość metalu do 4 mm, pojedynczy szew - bez obróbki krawędzi;
- grubość od 4 mm do 8 mm - podwójny szew bez obróbki krawędzi;
- od 4 mm do 12 mm - pojedynczy szew z rowkiem po jednej stronie;
- od 12 mm krawędź jest odcinana z obu stron, a także wykonywane są dwa szwy.
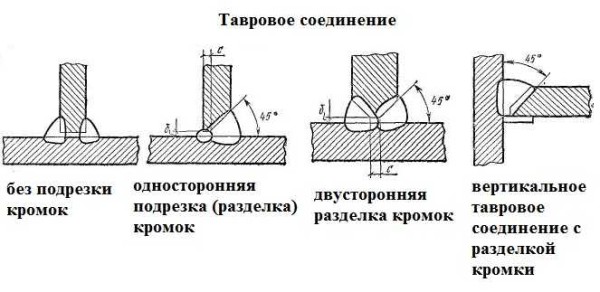
Rodzaje spoin: złącze T z krawędziami tnącymi (tnącymi) i bez nich
Spoinę pachwinową można traktować jako część połączenia teowego. Zalecenia tutaj są dokładnie takie same: cienki metal można spawać bez krawędzi tnących; w celu uzyskania większej grubości należy usunąć część z jednej lub obu stron.
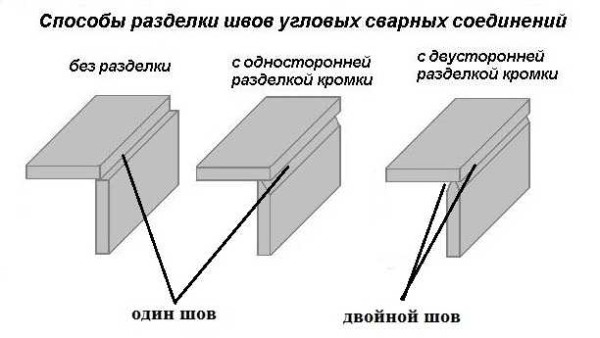
Jak przygotować metal do połączenia pachwinowego (z jednym lub dwoma szwami)
Czasami połączenia narożne i teowe muszą być spawane po obu stronach (dwa szwy). Aby prawidłowo spawać taki szew, części są obracane tak, aby metalowe płaszczyzny były pod tym samym kątem. Na zdjęciu ta metoda jest oznaczona jako „w łodzi”. Ułatwia to obliczanie ruchów elektrod, szczególnie dla początkujących w spawaniu.
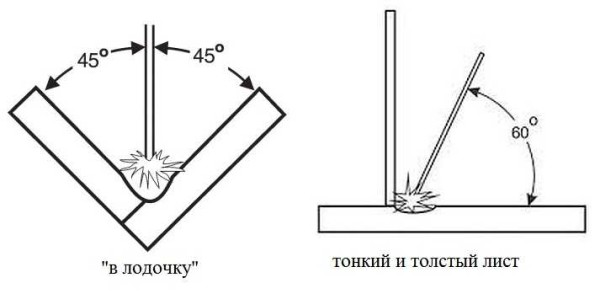
Jak ugotować szew: „na łodzi” i przy łączeniu metali o różnej grubości
Przy łączeniu cienkiego i grubego metalu kąt nachylenia elektrody powinien być inny - około 60 ° do grubszej części. W tej pozycji większość ogrzewania będzie na nim, cienki metal nie przepali się, co może się zdarzyć, jeśli kąt nachylenia wynosi 45 °.
Spawanie spoin pachwinowych
Podczas spawania spoin pachwinowych należy obserwować położenie i ruch elektrody. Powinieneś mieć dobrze wypełniony szew. Łatwiej jest to zrealizować, jeśli umieścisz części do spawania „na łodzi”, ale nie zawsze się to udaje.
Jeśli dolna płaszczyzna jest pozioma, często okazuje się, że na płaszczyźnie pionowej, a także w samym rogu jest mało metalu: układa się w stos. Dzieje się tak, gdy elektroda znajduje się w górnej części rogu przez mniej czasu niż w pobliżu jej bocznych powierzchni. Ruch końcówki elektrody powinien być równomierny. Drugim powodem jest zbyt duża średnica elektrody, która nie pozwala zejść niżej i normalnie rozgrzać złącze.
Aby uniknąć pojawienia się tej wady, łuk zapalany jest na poziomej powierzchni (w punkcie „A”), przesuwając elektrodę do powierzchni pionowej, a następnie ruchem okrężnym z powrotem na jej miejsce. Gdy elektroda znajduje się nad stawem, ma nachylenie 45 °, gdy porusza się w górę, kąt nieznacznie się zmniejsza (zdjęcie na zdjęciu po lewej), przy przesuwaniu na poziomą powierzchnię kąt wzrasta. Dzięki tej technice szew zostanie równomiernie wypełniony.
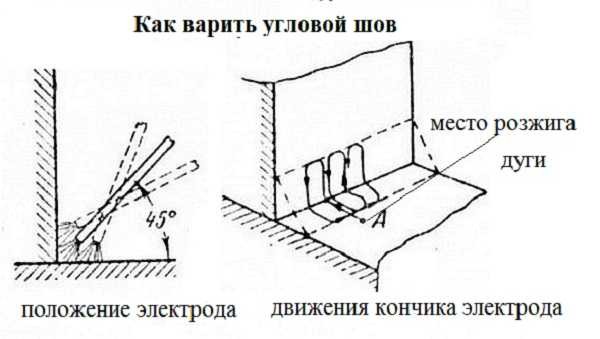
Spoina pachwinowa - położenie i ruch elektrody
Podczas spawania spoin pachwinowych upewnij się, że czas spędzony na elektrodzie we wszystkich trzech punktach (po bokach i pośrodku) jest taki sam.
Przeczytaj o doborze elektrod do spawarek inwertorowych tutaj.
Pozycja w przestrzeni
Oprócz różnych typów połączeń szwy mogą być rozmieszczone w przestrzeni na różne sposoby. Są w dolnej pozycji. Jest to najwygodniejsze dla spawacza. To najłatwiejszy sposób kontrolowania jeziorka spawalniczego. Wszystkie inne pozycje - szew poziomy, pionowy i górny - wymagają pewnej znajomości technik spawania (przeczytaj poniżej, jak spawać takie szwy).
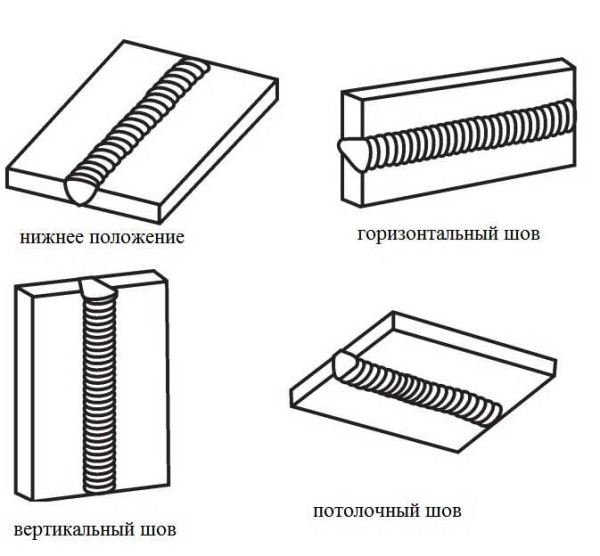
Rodzaje spoin według położenia w przestrzeni: pionowa pozioma, sufit
Jak ugotować szew
Podczas spawania w dolnej pozycji nie ma żadnych trudności nawet dla początkującego spawacza. Ale wszystkie inne przepisy wymagają znajomości technologii. Istnieją zalecenia dotyczące każdej pozycji. Technikę wykonywania każdego rodzaju spoiny omówiono poniżej.
Zgrzewanie pionowych szwów
Podczas spawania części pionowych stopiony metal zsuwa się w dół pod wpływem grawitacji. Aby zapobiec wypadaniu kropel, użyj krótszego łuku (końcówka elektrody znajduje się bliżej jeziorka spawalniczego). Niektórzy rzemieślnicy, jeśli pozwalają na to elektrody (nie przyklejają się), zwykle wspierają je na części.
Przygotowanie metalu (krawędzie skrawające) przeprowadza się zgodnie z rodzajem połączenia i grubością spawanych elementów. Następnie mocuje się je w danej pozycji, połączone kilkunastocentymetrowym krokiem za pomocą krótkich poprzecznych szwów - „pinezek”. Te szwy zapobiegają przesuwaniu się części.
Pionowy szew można gotować od góry do dołu lub od dołu do góry. Wygodniej jest pracować od dołu do góry: w ten sposób łuk wypycha jeziorko spawalnicze do góry, zapobiegając jego opadaniu. W ten sposób łatwiej jest wykonać wysokiej jakości szew.
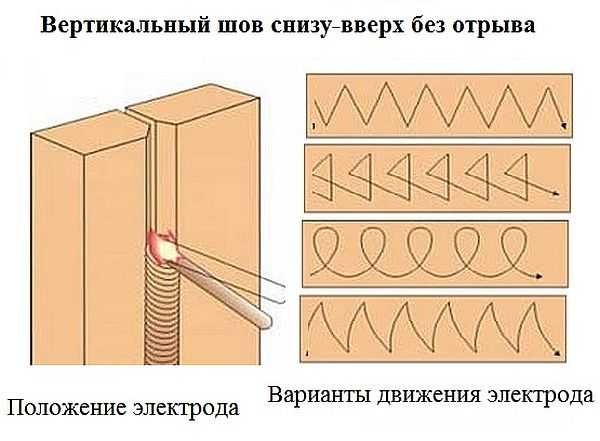
Jak spawać pionowy szew od dołu do góry: pozycja elektrody i możliwe ruchy
Ten film pokazuje, jak prawidłowo zgrzewać pionowy szew metodą spawania elektrycznego z ruchem elektrody od dołu do góry bez rozdzierania. Pokazana jest również technika krótkiego rzutu. W tym przypadku ruchy elektrody występują tylko w górę iw dół, bez poziomego przemieszczenia, szew jest prawie płaski.
Możliwe jest łączenie części w pozycji pionowej z separacją łuku. Dla początkujących spawaczy może to być wygodniejsze: w czasie oddzielania metal ma czas na ostygnięcie. Dzięki tej metodzie możliwe jest nawet oparcie elektrody na występie spawanego krateru. To jest łatwiejsze. Schemat ruchów jest praktycznie taki sam, jak bez separacji: z boku na bok, pętle lub „krótka rolka” - góra i dół.
Jak spawać pionowy szew z separacją, zobacz następny film. W tym samym samouczku wideo pokazano wpływ natężenia prądu na kształt szwu. Generalnie prąd powinien być o 5-10 A mniejszy niż zalecany dla danego typu elektrody i grubości metalu. Ale, jak pokazano na filmie, nie zawsze jest to prawdą i jest to ustalane eksperymentalnie.
Czasami pionowy szew gotuje się od góry do dołu. W takim przypadku podczas zajarzania łuku trzymaj elektrodę prostopadle do spawanych powierzchni. Po rozpaleniu w tej pozycji rozgrzej metal, następnie opuść elektrodę i gotuj w tej pozycji. Zgrzewanie szwu pionowego od góry do dołu nie jest zbyt wygodne, wymaga dobrej kontroli jeziorka spawalniczego, ale w ten sposób można osiągnąć dobre wyniki.
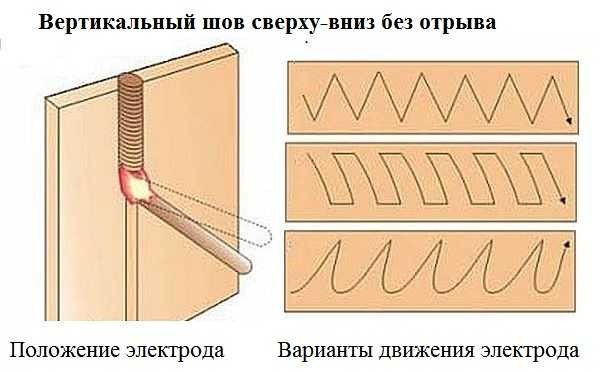
Jak zgrzać pionowy szew spawaniem elektrycznym od góry do dołu: położenie elektrody i ruch jej końcówki
Jak ugotować poziomy szew
Poziomy szew na płaszczyźnie pionowej można wykonać od prawej do lewej lub od lewej do prawej. Nie ma różnicy, kto jest wygodniejszy, tak gotuje. Podobnie jak podczas spawania pionowego szwu, wanna będzie miała tendencję do opadania. Dlatego kąt nachylenia elektrody jest wystarczająco duży. Jest dobierany w zależności od prędkości ruchu i aktualnych parametrów. Najważniejsze, że kąpiel pozostaje na swoim miejscu.
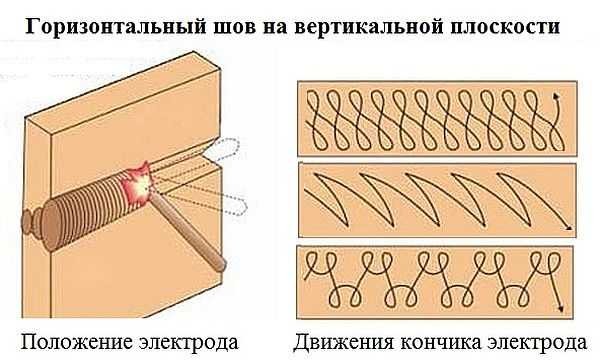
Spawanie szwów poziomych: pozycja i ruch elektrody
Jeśli metal spłynie w dół, zwiększ prędkość jazdy, podgrzewając metal mniej. Innym sposobem jest przerwanie łuku. W tych krótkich odstępach czasu metal nieco stygnie i nie spływa. Możesz również nieznacznie obniżyć natężenie prądu. Wszystkie te środki należy stosować tylko etapami, a nie wszystkie na raz.
Poniższy film pokazuje, jak prawidłowo spawać metal w pozycji poziomej. Druga część filmu dotyczy szwów pionowych.
Szew sufitowy
Ten typ połączenia spawanego jest najtrudniejszy. Wymaga wysokich umiejętności i dobrej kontroli jeziorka spawalniczego. Aby zakończyć ten szew, elektroda jest trzymana pod kątem prostym do sufitu. Łuk jest krótki, prędkość ruchu jest stała. Wykonywane są głównie ruchy okrężne, rozszerzając szew.
Czyszczenie szwów spawanych
Po spawaniu na powierzchni metalu pozostają odpryski zgorzeliny, krople metalu i żużel. Sam szew jest zwykle wypukły i wystaje ponad powierzchnię. Wszystkie te wady można wyeliminować: wyczyścić.
Czyszczenie szwów po spawaniu odbywa się etapami. W pierwszym etapie za pomocą dłuta i młotka strącany jest z powierzchni kamień i żużel. Po drugie, jeśli to konieczne, porównuje się szew. Tutaj potrzebujesz narzędzia: szlifierki wyposażonej w tarczę szlifierską do metalu. W zależności od tego, jak gładka powinna być powierzchnia, użyj różnych wielkości ziarna.
Czasami podczas spawania tworzyw sztucznych wymagane jest cynowanie - pokrycie spoiny cienką warstwą stopionej cyny.
Wady spoin
Początkujący spawacze często napotykają błędy podczas wykonywania szwów, które prowadzą do wad. Niektóre z nich są krytyczne, inne nie. W każdym razie ważne jest, aby móc zidentyfikować błąd, aby później go poprawić. Najczęstsze wady u początkujących to nierówna szerokość spoiny i nierówne wypełnienie. Dzieje się tak z powodu nierównomiernych ruchów końcówki elektrody, zmian prędkości i amplitudy ruchów. Wraz z gromadzeniem doświadczeń te niedociągnięcia stają się coraz mniej zauważalne, po pewnym czasie całkowicie zanikają.
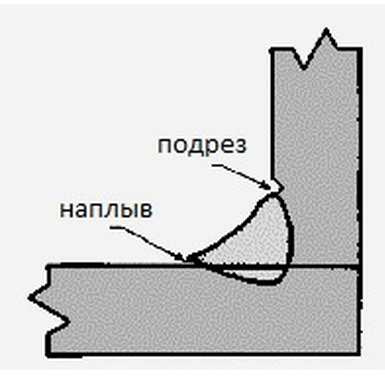
Inne błędy - przy wyborze aktualnej siły i wielkości łuku - można określić na podstawie kształtu szwu. Trudno opisać je słowami, łatwiej je przedstawić. Poniższe zdjęcie pokazuje główne wady formularza - podcięcia i nierównomierne wypełnienie, wyjaśniono przyczyny, które je spowodowały.
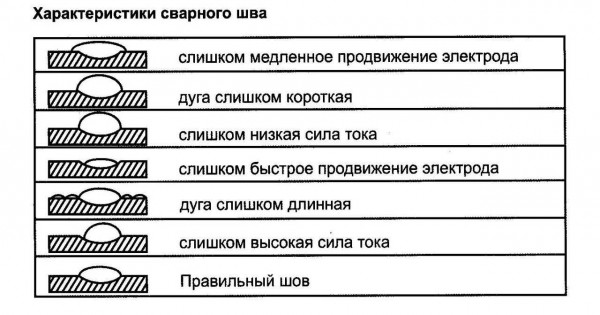
Błędy, które mogą wystąpić podczas spawania
Brak penetracji
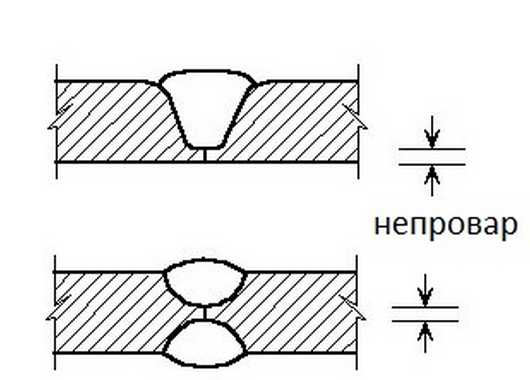
Jeden z błędów popełnianych przez początkujących spawaczy: brak wtopienia
Ta wada polega na niepełnym wypełnieniu połączenia części. Ta wada wymaga naprawy, ponieważ wpływa na wytrzymałość połączenia. Główne powody:
- niewystarczający prąd spawania;
- duża prędkość ruchu;
- niewystarczające przygotowanie krawędzi (przy spawaniu grubych metali).
Wyeliminowane poprzez regulację prądu i zmniejszenie długości łuku. Po prawidłowym wybraniu wszystkich parametrów pozbywają się tego zjawiska.
O aby wybrać spawarkę inwertorową do domu i domków letniskowych, przeczytaj tutaj.
Podcięcie
Ta wada to rowek wzdłuż szwu w metalu. Zwykle występuje, gdy łuk jest zbyt długi. Szew staje się szeroki, temperatura łuku do ogrzewania nie wystarcza. Metal na krawędziach szybko krzepnie, tworząc te rowki. Jest „traktowany” krótszym łukiem lub zwiększając natężenie prądu.
Podcięcie narożnika
W przypadku złącza kątowego lub typu T powstaje podcięcie, ponieważ elektroda jest bardziej skierowana w płaszczyźnie pionowej. Następnie metal spływa w dół, ponownie tworzy się rowek, ale z innego powodu: zbyt duże nagrzewanie pionowej części szwu. Eliminowane poprzez zmniejszenie prądu i / lub skrócenie łuku.
Palić się
To jest otwór przelotowy w spoinie. Główne powody:
- zbyt duży prąd spawania;
- niewystarczająca prędkość ruchu;
- zbyt duża szczelina między krawędziami.

Podczas spawania wygląda jak wypalenie
Metody korekcji są jasne - staramy się dobrać optymalny tryb spawania i prędkość ruchu elektrody.
Pory i zwiotczenie
Pory wyglądają jak małe dziurki, które można połączyć łańcuchem lub rozproszyć na całym szwie. Stanowią niedopuszczalną wadę, ponieważ znacznie obniżają wytrzymałość połączenia.
Pojawiają się pory:
- z niedostateczną ochroną jeziorka spawalniczego, nadmierną ilością gazów osłonowych (złej jakości elektrody);
- przeciąg w strefie spawania, który odchyla gazy osłonowe, a tlen dostaje się do stopionego metalu;
- w obecności brudu i rdzy na metalu;
- niewystarczające rowkowanie.
Zwijanie się pojawia się podczas spawania drutami elektrodowymi z nieprawidłowo wybranymi trybami i parametrami spawania. Reprezentują odrętwiały metal, który nie związał się z główną częścią.

Główne wady spawów
Pęknięcia zimne i gorące
Podczas chłodzenia metalu pojawiają się gorące pęknięcia. Można kierować wzdłuż lub w poprzek szwu. Zimne pojawiają się już na zimnym szwie w przypadkach, gdy obciążenia dla tego rodzaju szwu są zbyt duże. Zimne pęknięcia prowadzą do zniszczenia złącza spawanego. Te braki można usunąć tylko przez ponowne spawanie. Jeśli jest zbyt wiele wad, szew jest cięty i ponownie nakładany.

Zimne pęknięcia prowadzą do awarii produktu
-
 Przecinak do płyt gipsowo-kartonowych - narzędzie do szybkiego łączenia profili
Przecinak do płyt gipsowo-kartonowych - narzędzie do szybkiego łączenia profili
-
 Nożyce do cięcia rur: polipropylen (PPR), plastik, metaloplastik
Nożyce do cięcia rur: polipropylen (PPR), plastik, metaloplastik
-
 Wybór nitownicy (nitownica)
Wybór nitownicy (nitownica)
-
 Jak wybrać siekacz ogrodowy i rozdrabniacz do trawy - najlepsze modele
Jak wybrać siekacz ogrodowy i rozdrabniacz do trawy - najlepsze modele
-
 Które ciągniki jednoosiowe i kultywatory silnikowe są lepsze
Które ciągniki jednoosiowe i kultywatory silnikowe są lepsze





Dzień dobry. Dobry artykuł, wszystko jest szczegółowe. Szew sufitu jest najtrudniejszy.