Jak gotować cienki metal
Spawanie cienkich metali jest wyzwaniem nawet dla niektórych doświadczonych spawaczy. Początkujący spawacze na ogół mają trudności. Zasady tutaj nie są takie same, jak przy spawaniu grubych produktów: istnieje wiele funkcji i trudności, co utrudnia wybór trybów i elektrod. Łatwiej to zrobić za pomocą urządzeń półautomatycznych spawalniczych, ale są one dość rzadkie w życiu codziennym, falowniki są znacznie częstsze. Tutaj porozmawiamy o spawaniu cienkiego metalu za pomocą falownika.
Pierwszą trudnością podczas spawania metalu o małej grubości jest to, że nie można go bardzo podgrzać: wypala się, powstają dziury. Dlatego działają na zasadzie „im szybciej, tym lepiej” i nie ma w ogóle mowy o trajektoriach ruchu elektrod. Cienka blacha zgrzewana jest poprzez przepuszczenie elektrody w jednym kierunku - wzdłuż szwu bez odchyleń.

Podczas spawania cienkich metali arkusze przegrzewają się i wyginają
Druga trudność polega na tym, że trzeba pracować przy małych prądach, a to prowadzi do tego, że łuk musi być zwarty. Z niewielką separacją po prostu gaśnie. Mogą wystąpić również problemy z zajarzeniem łuku, dlatego należy stosować urządzenia o dobrej charakterystyce woltoamperowej (napięcie w obwodzie otwartym powyżej 70 V) i płynną regulacją prądu spawania, który zaczyna się od 10 A.
Kolejna niedogodność: przy silnym nagrzewaniu zmienia się geometria cienkich blach: wyginają się falami. Pozbyć się tego niedociągnięcia jest bardzo trudno. Jedyną opcją jest unikanie przegrzania lub odprowadzania ciepła (przeczytaj o metodzie z podkładkami rozpraszającymi ciepło poniżej).
Podczas zgrzewania doczołowego cienkich blach ich krawędzie są starannie obrabiane i czyszczone. Obecność brudu i rdzy jeszcze bardziej utrudni spawanie. Dlatego dokładnie wyrównaj i wyczyść wszystko. Układają arkusze bardzo blisko siebie - bez szczeliny. Szczegóły są mocowane za pomocą zacisków, zacisków i innych urządzeń. Następnie części są zszywane co 7-10 cm krótkimi szwami - pinezkami. Zapobiegają przesuwaniu się części i rzadziej się wyginają.

Jeśli dobrze wyczyścisz krawędzie, możesz uzyskać dobry szew.
Jak gotować cienki metal za pomocą falownika
Spawarki DC są dobre, ponieważ możemy spawać z odwrotną polaryzacją. W tym celu podłącz przewód z uchwytem elektrody do „+” i zaczep „-” na części. Dzięki temu połączeniu elektroda nagrzewa się bardziej, a metal nagrzewa się minimalnie.
O, jak wybrać falownik spawalniczy do domu lub letniego domku czytaj tutaj.
Konieczne jest gotowanie przy użyciu najcieńszych elektrod: od 1,5 mm do 2 mm. W takim przypadku musisz wybrać wysoki współczynnik topnienia: wtedy nawet przy niskich prądach szew będzie wysokiej jakości. Prąd jest mały. Dla elektrod 1,5 mm powinno wynosić około 30-45 amperów, dla „dwóch” - 40-60 amperów. W rzeczywistości czasami stawiają to niżej: ważne jest, abyś mógł pracować.
| Grubość metalu, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Średnica elektrody, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Aktualna siła, A | 10-20 amperów | 30-35 amperów | 35-45 mm | 50-65 mm | 65-100 mm |
Aby metal był mniej nagrzany, części są umieszczane w pionie lub przynajmniej pod kątem. Następnie gotuj od góry do dołu, przesuwając końcówkę elektrody ściśle w tym kierunku (nie odchylając ani nie cofając). Kąt nachylenia jest kątem do przodu, a jego wartość wynosi 30-40 °. Zatem nagrzewanie metalu będzie minimalne i jest to jedno z najważniejszych zadań przy spawaniu cienkich metali.
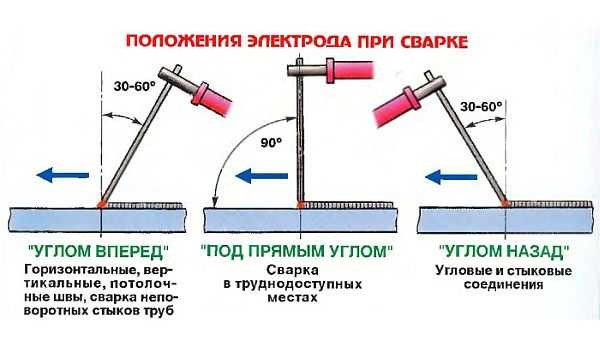
Pozycje elektrod spawalniczych i ich zastosowanie
Ogólne zalecenia dotyczące wyboru elektrod do spawania cienkich metali: kupuj wysokiej jakości importowane elektrody do takich prac. Będzie wielokrotnie mniej problemów.
Produkcja rzucić na metalową ramę, czytaj tutaj.
Techniki i metody spawania cienkich blach
Czasami cienkie arkusze trzeba spawać pod kątem.W takim przypadku wygodniej jest zastosować metodę wywijania: krawędzie blachy są wyginane pod wymaganym kątem, mocowane krótkimi szwami poprzecznymi co 5-10 cm, a następnie są spawane jak wspomniano powyżej: ciągłym szwem od góry do dołu.
Film pokazuje, jak spawać cienką blachę elektrodą za pomocą falownika spawalniczego. Stosowana jest metoda wywijania: krawędzie części są zaginane, a następnie są zapinane w kilku miejscach krótkimi szwami. Następnie następuje spawanie cienką elektrodą o grubości 2 mm.
Nie zawsze można uniknąć przepalenia podczas spawania bez separacji. Następnie możesz spróbować na kilka chwil przerwać łuk, a następnie ponownie opuścić elektrodę w tym samym miejscu i przesunąć ją jeszcze o kilka milimetrów. Więc pociągnij i zawróć łuk i gotuj. Dzięki tej metodzie okazuje się, że metal ma czas na ostygnięcie podczas rozdzielania łuku. Na filmie zobaczysz, jak zmienia się kolor miejsca spawania po zdjęciu elektrody. Najważniejsze, żeby metal zbytnio nie ostygł.
W pierwszej części filmu pokazano spawanie przez odrywanie cienkich metali. Metoda łączenia to zakładka (jedna część zachodzi na drugą na 1-3 cm), stosuje się elektrodę z powłoką rutylową (do stali konstrukcyjnych i niskostopowych). Następnie pokazano spawanie stali nierdzewnej elektrodą nierdzewną z powłoką główną, a na końcu złącze żelazne jest spawane tą samą elektrodą ze stali nierdzewnej. Nawiasem mówiąc, szew okazał się lepszej jakości niż przy użyciu zalecanych elektrod.
Przeczytaj o wyborze elektrod do spawania na maszynie inwertorowej tutaj.
Jeśli spoina ciągła nie jest wymagana podczas spawania cienkiego metalu, stosuje się zgrzew punktowy. Dzięki tej niewielkiej metodzie zgrzewania pinezki znajdują się w niewielkiej odległości od siebie. Ta metoda nazywa się przerwanym szwem.

Tak wygląda przerwany szew na cienkim metalu
Ogólnie rzecz biorąc, spawanie cienkiego żelaza od końca do końca jest trudne. Zachodzenie na siebie jest łatwiejsze: części nie przegrzewają się tak bardzo i jest mniejsza szansa, że wszystko „poprowadzi”.
Przeczytaj o rodzajach spoin i połączeń tutaj.
Podczas spawania elektrycznego cienkiego metalu od końca do końca można między arkuszami ułożyć cienki drut o średnicy 2,5-3,5 mm (można ubić powłokę na uszkodzone elektrody i użyć ich). Umieszczony jest tak, że od przodu przylega do metalowej powierzchni, a od złej strony wystaje prawie połowę średnicy. Podczas spawania łuk jest prowadzony wzdłuż tego drutu. Przejmuje główne obciążenie termiczne, a spawane blachy są podgrzewane przez prądy obwodowe. Jednocześnie nie przegrzewają się, nie słoją, szew jest gładki, bez śladów przegrzania. Po wyjęciu drutu trudno dostrzec ślady, że był obecny.

Tak wygląda szew podczas spawania cienkich metalowych spoin czołowych drutem przewodzącym ciepło ułożonym od dołu
Innym sposobem jest umieszczenie miedzianych płytek pod spoiną. Miedź ma bardzo wysoką przewodność cieplną - 7-8 razy wyższą niż stal. Umieszczony pod miejscem zgrzewania usuwa znaczną część ciepła, zapobiegając przegrzaniu metalu. Ta metoda spawania cienkich metali nazywana jest „rozpraszaniem ciepła”.
Przeczytaj, jak spawać metalową altanę tutaj. Możesz być zainteresowany przeczytaniem, jak to zrobić kociołek z butli gazowej lub metal? Rzecz jest niezbędna i nadaje się do opanowania spawania.
Spawanie ocynkowane
Stal ocynkowana - ta sama cienka blacha, pokryta jedynie warstwą cynku. Jeśli chcesz go spawać, będziesz musiał całkowicie usunąć tę powłokę z krawędzi do spawania, aby wyczyścić stal. Jest kilka sposobów. Pierwszym z nich jest usuwanie mechaniczne: ściernicą na szlifierce lub szlifierce, papierem ściernym i metalową szczotką. Jest inny sposób - wypalić przez spawanie. W takim przypadku elektroda przechodzi dwukrotnie wzdłuż szwu. Jednocześnie cynk wyparowuje (paruje w temperaturze 900 ° C), a jego opary są bardzo toksyczne. Więc tę pracę można wykonywać na ulicy lub jeśli w miejscu pracy jest okap.Po każdym przejściu musisz strącić strumień.

Lepiej jest spawać elementy ocynkowane na wolnym powietrzu: parujący cynk jest bardzo szkodliwy
Po całkowitym usunięciu cynku rozpoczyna się właściwe spawanie. Podczas spawania rur ocynkowanych potrzebne będą dwa przejścia z różnymi elektrodami, aby uzyskać dobry szew. Pierwszy szew zgrzewany jest elektrodami rutylowymi, na przykład MP-3, ANO-4, OZS-4. W tym przypadku oscylacje mają bardzo małą amplitudę. Poszerz górny szew. Jest w przybliżeniu równy trzem średnicom elektrod. Tutaj ważne jest, aby nie spieszyć się i dobrze gotować. Ten kanał jest używany przez elektrody z powłoką podstawową (na przykład UONI-13/55, UONI-13/45, DSK-50).
Przeczytaj więcej o wyborze elektrod do spawania inwertorowego tutaj.









