Sådan tilberedes tyndt metal
Svejsning af tyndt metal er en udfordring selv for nogle erfarne svejsere. Svejsebegyndere har generelt svært. Reglerne her er slet ikke de samme som ved svejsning af tykke produkter: der er mange funktioner og vanskeligheder, hvilket gør det sværere at vælge tilstande og elektroder. Det er lettere at gøre dette med svejsning af halvautomatiske enheder, men i hverdagen er de et ret sjældent fænomen, invertere er meget mere almindelige. Her vil vi tale om svejsning af tyndt metal med en inverter.
Og det første problem ved svejsning af et metal af lille tykkelse er, at det ikke kan opvarmes meget: det brænder ud, der dannes huller. Derfor arbejder de efter princippet "jo hurtigere, jo bedre", og der tales slet ikke om nogen baner for bevægelse af elektroderne. Tyndt metalplade svejses ved at føre elektroden i en retning - langs sømmen uden nogen afvigelser.

Ved svejsning af tynde metaller bliver pladerne overophedet og bøjet
Den anden vanskelighed er, at du har brug for at arbejde ved lave strømme, og dette fører til, at lysbuen skal gøres kort. Med en let adskillelse går det bare ud. Der kan også være problemer med tændingen af lysbuen, brug derfor enheder med en god strømspændingskarakteristik (åben kredsløbsspænding over 70 V) og jævn justering af svejsestrømmen, der starter fra 10 A.
En anden gener: Med stærk opvarmning ændres geometrien af tynde ark: de bøjer i bølger. Det er meget vanskeligt at slippe af med denne mangel. Den eneste mulighed er at forsøge ikke at overophedes eller fjerne varme (læs om metoden med varmeafledende puder nedenfor).
Ved stødsvejsning af tynde metalplader behandles og rengøres kanterne omhyggeligt. Tilstedeværelsen af snavs og rust vil gøre svejsning endnu mere problematisk. Derfor skal alt omhyggeligt justeres og rengøres. De lægger lagenene meget tæt på hinanden - uden et hul. Detaljer fastgøres med klemmer, klemmer og andre enheder. Derefter klæbes delene hver 7-10 cm med korte sømme - haler. De forhindrer dele i at bevæge sig og er mindre tilbøjelige til at blive bøjet.

Hvis du renser kanterne godt, kan du få en god søm.
Sådan tilberedes tyndt metal med en inverter
DC-svejsemaskiner er gode, fordi vi kan svejse med omvendt polaritet. For at gøre dette skal du slutte kablet med elektrodeholderen til "+" og tilslutte "-" til delen. Med en sådan forbindelse opvarmes elektroden mere, og metallet opvarmes minimalt.
Om, hvordan man vælger en svejseinverter til hjem eller sommerhus, læs her.
Det er nødvendigt at lave mad med de tyndeste elektroder: fra 1,5 mm til 2 mm. I dette tilfælde skal du vælge med en høj smeltekoefficient: så selv ved lave strømme vil sømmen være af høj kvalitet. Strømmen er lille. For 1,5 mm elektroder skal det være ca. 30-45 ampere, for "to" - 40-60 ampere. I virkeligheden lægger de det undertiden lavere: det er vigtigt, at du kan arbejde.
| Metaltykkelse, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Elektrodediameter, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Strømstyrke, A | 10-20 ampere | 30-35 ampere | 35-45 mm | 50-65 mm | 65-100 mm |
For at gøre metallet mindre opvarmet placeres delene i lodret eller i det mindste en skrå retning. Kog derefter ovenfra og ned, og flyt spidsen af elektroden strengt i denne retning (uden at afbøje eller vende tilbage). Hældningsvinklen er en vinkel fremad, mens dens værdi er 30-40 °. Så opvarmningen af metallet vil være minimal, og dette er en af de vigtigste opgaver til svejsning af tynde metaller.
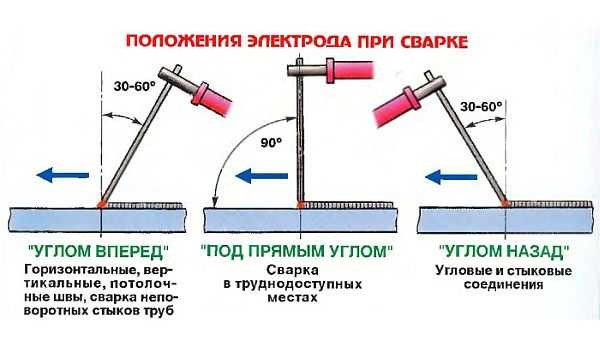
Svejseelektrodepositioner og deres anvendelse
Generel anbefaling til valg af elektroder til svejsning af tynde metaller: Køb importerede elektroder af høj kvalitet til sådant arbejde. Der vil være mange gange færre problemer.
Om produktion skur på en metalramme, læs her.
Teknikker og metoder til svejsning af tynde metalplader
Undertiden skal tynde ark svejses i en vinkel.I dette tilfælde er det mere praktisk at bruge flangemetoden: arkets kanter er bøjet til den krævede vinkel, fastgjort med korte tværsømme hver 5-10 cm. Derefter svejses de som nævnt ovenfor: med en kontinuerlig søm fra top til bund.
Videoen viser, hvordan man svejser tyndt metalplade med en elektrode ved hjælp af en svejseomformer. Flangemetoden anvendes: delernes kanter er bøjet og sidder derefter fast flere steder med korte sømme. Dette efterfølges af svejsning med en tynd elektrode på 2 mm.
Det er ikke altid muligt at undgå gennembrænding ved svejsning uden adskillelse. Derefter kan du prøve at bryde lysbuen et øjeblik og derefter sænke elektroden igen på samme sted og fremføre den et par millimeter mere. Så træk og returner buen og lav mad. Med denne metode viser det sig, at metallet har tid til at køle ned under adskillelsen af buen. I videoen kan du se, hvordan farven på svejsepunktet ændres, efter at elektroden er fjernet. Det vigtigste er ikke at lade metallet køle ned for meget.
Aftrækningssvejsning af tyndt metal demonstreres i den første del af videoen. Forbindelsesmetode - overlapning (den ene del overlapper den anden med 1-3 cm), der anvendes en elektrode med rutilbelægning (til strukturelle og lavlegerede stål). Derefter vises svejsning af rustfrit stål med en rustfri elektrode med hovedbelægningen, og til sidst svejses jernmetalsamlingen med den samme rustfrie stålelektrode. Sømmen viste sig forresten at være af bedre kvalitet end ved brug af de anbefalede elektroder.
Læs om valget af elektroder til svejsning med en invertermaskine her.
Hvis der ikke kræves en kontinuerlig søm ved svejsning af tyndt metal, anvendes en plettsvejsning. Med denne lille svejsemetode er stifterne i kort afstand fra hinanden. Dette kaldes en afbrudt søm.

Sådan ser en afbrudt søm ud på tyndt metal
Generelt er det vanskeligt at svejse tyndt jern fra ende til ende. Overlappingen er lettere: delene overophedes ikke så meget, og der er mindre chance for, at alt vil "føre".
Læs om typer svejsning og samlinger her.
Ved elektrisk svejsning af tyndt metal fra ende til ende kan du lægge en tynd ledning med en diameter på 2,5-3,5 mm mellem arkene (du kan slå belægningen på de beskadigede elektroder og bruge dem). Den er placeret således, at den flugter med metaloverfladen fra forsiden, og fra den forkerte side stikker den næsten halvdelen af diameteren ud. Ved svejsning føres lysbuen langs denne ledning. Det tager den største termiske belastning, og de svejsede metalplader opvarmes af perifere strømme. På samme tid overophedes de ikke, de kaster ikke, sømmen viser sig at være jævn uden tegn på overophedning. Efter fjernelse af ledningen er det svært at se spor, at den var til stede.

Sådan ser en søm ud, når man svejser tynd metalstuds med en varmeledende tråd lagt nedenfra
En anden måde er at lægge kobberplader under samlingen. Kobber har en meget høj varmeledningsevne - 7-8 gange højere end stål. Placeret under svejsestedet fjerner det en betydelig del af varmen og forhindrer overophedning af metallet. Denne metode til svejsning af tynde metaller kaldes "varmesænkning".
Læs hvordan man svejser et metalpavillon her. Du kan være interesseret i at læse, hvordan du gør fyrfad fra en gasflaske eller metal? Sagen er nødvendig og velegnet til mastering af svejsning.
Galvaniseret svejsning
Galvaniseret stål - det samme tynde ark, kun dækket med et lag zink. Hvis du har brug for at svejse det, skal du fjerne denne belægning helt fra kanterne til svejsning for at rengøre stål. Der er flere måder. Den første er at fjerne mekanisk: med et slibeskive på en kværn eller kværn, sandpapir og en metalbørste. Der er en anden måde - at brænde ud ved svejsning. I dette tilfælde passerer elektroden to gange langs sømmen. Samtidig fordamper zink (det fordamper ved 900 ° C), og dets dampe er meget giftige. Så dette arbejde kan udføres enten på gaden, eller hvis der er en emhætte på arbejdspladsen.Efter hvert pas skal du slå fluxen ned.

Det er bedre at svejse zinkbelagt i det fri: fordampning af zink er meget skadeligt
Efter fuldstændig fjernelse af zink begynder den egentlige svejsning. Ved svejsning af galvaniserede rør er der behov for to passager med forskellige elektroder for at opnå en god søm. Den første søm er svejset med rutilbelagte elektroder, for eksempel MP-3, ANO-4, OZS-4. I dette tilfælde har svingningerne en meget lille amplitude. Gør den øverste søm bredere. Det er omtrent lig med tre diametre af elektroden. Her er det vigtigt ikke at skynde sig og koge godt. Denne passage bruger elektroder med en grundlæggende belægning (for eksempel UONI-13/55, UONI-13/45, DSK-50).
Læs mere om valget af elektroder til inverter-svejsning her.









