Sådan tilberedes sømene korrekt: lodret, vandret, loft
Ved elektrisk svejsning bruges en lysbue til opvarmning af metallet. Det forekommer mellem delen og elektroden - en stang lavet af ledende metal (undertiden ikke-metal). Metallet smelter fra buetemperaturen. Fusionszonen ved krydset af dele kaldes en svejsesøm. For forskellige metaller og forskellige samlinger kan svejseteknikken, elektrodenes placering, hastigheden på dens bevægelse og amplituden variere. Sådan svejses en søm korrekt, så forbindelsen ikke kun er pålidelig, men også smuk, lad os tale videre.
Indholdet af artiklen
Typer af svejsninger og samlinger
Sømme har en ret omfattende klassifikation. Først og fremmest er de opdelt efter typen af foreninger af gererne. Afhængig af kravene til pålidelighed kan sømmen påføres fra den ene eller begge sider. Med dobbeltsidet svejsning er strukturen mere pålidelig og holder sin form bedre. Hvis der kun er en søm, sker det ofte, at produktet er forvrænget: sømmen "trækker". Hvis der er to af dem, kompenseres disse kræfter.
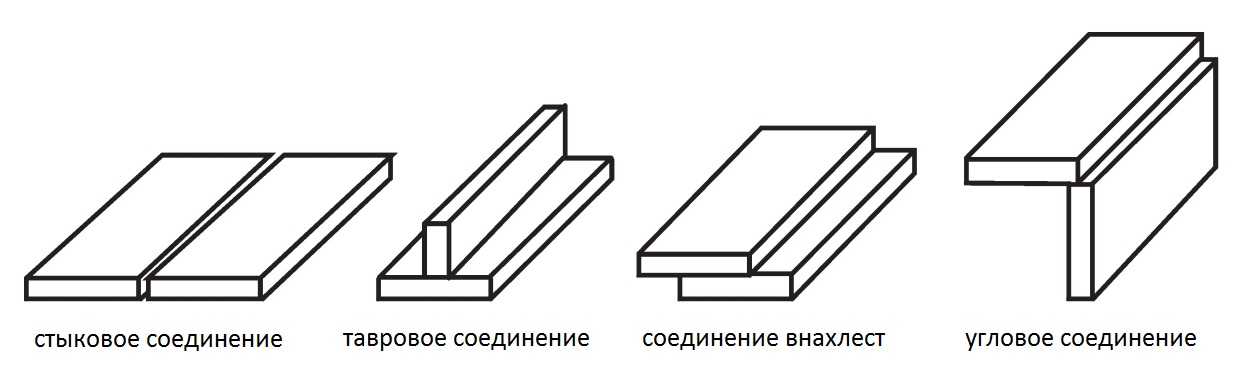
Svejsede sømme er, afhængigt af tilslutningstypen, røv (røv), tee, overlapning og filet (For at øge størrelsen på billedet skal du klikke på det med højre museknap)
Det er umuligt at bemærke, at metallet ikke må være rustent for at opnå en svejsning af høj kvalitet. Derfor er svejsestederne præ-slibede eller behandlet med en fil - indtil rusten forsvinder helt. Afhængigt af kravene er kanten yderligere slibet eller ej.
Butt joint (butt søm)
En stødssvejsning bruges ved sammenføjning af metalplader eller rørender. Delene er lagt således, at der er et mellemrum på 1-2 mm mellem dem, hvis det er muligt, stift fastgjort med klemmer. Under svejseprocessen fyldes hullet med smeltet metal.
Tyndt metalplade - op til 4 mm tyk - svejses uden forudgående forberedelse (fjernelse af rust tæller ikke med, det er obligatorisk). Kog i dette tilfælde kun på den ene side.Med en tykkelse på dele fra 4 mm, sømmen kan være enkelt eller dobbelt, men kantforsegling er påkrævet ved hjælp af en af metoderne vist på billedet.

Typer af forberedelse af dele til stødsvejsning
- Med en deletykkelse fra 4 mm til 12 mm kan sømmen være enkelt. Derefter rengøres kanterne på en af måderne. Det er mere bekvemt at foretage ensidig forberedelse med en tykkelse på op til 10 mm, og tykkere dele strippes oftere i form af et bogstav V. U-formet stripping er sværere at udføre, derfor bruges den sjældnere. Hvis kravene til svejsningskvaliteten øges med en tykkelse på mere end 6 mm, er det nødvendigt at strippe på begge sider og en dobbelt søm på den ene og den anden side.
- Ved svejsning af metal med en tykkelse på 12 mm er der absolut brug for en dobbelt søm, det er umuligt at varme et sådant lag op på den ene side. Dobbeltsidet trimning i form af bogstavet X. Med en sådan tykkelse er det ikke rentabelt at bruge V- eller U-formet trimning af kanterne: de kræver flere gange mere metal for at fylde dem. Som et resultat øges forbruget af elektroder, og svejsehastigheden reduceres betydeligt.
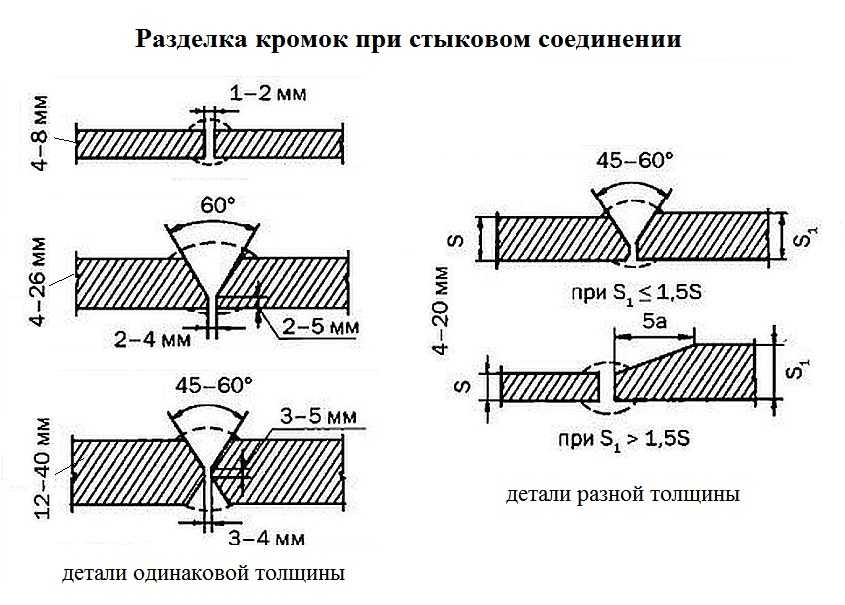
Skæring af metalkanter, når du forbinder dele fra ende til ende (For at øge billedets størrelse skal du højreklikke på det)
Hvis det alligevel besluttes at tilberede metal med stor tykkelse med ensidig skæring, er det nødvendigt at udfylde sømmen i flere omgange. Sådanne sømme kaldes flerlags.Sådan svejses sømmen i dette tilfælde vises i nedenstående figur (tallene angiver rækkefølgen for lægning af metallagene under svejsning).
Læs om svejsning af tyndt metal med en inverter svejsemaskine her.

Sådan tilberedes en stødsøm: enkeltlag og flerlag (For at øge billedets størrelse skal du højreklikke på det)
Skødled
Denne type samling bruges til svejsning af metalplader op til 8 mm tykke. Kog det på begge sider, så der ikke kommer fugt mellem arkene, og der ikke er korrosion.
Når du laver en overlapningssøm, er det nødvendigt at vælge den korrekte hældningsvinkel på elektroden. Det skal være ca. 15-45 °. Derefter opnås en pålidelig forbindelse. Når det afbøjes i en eller anden retning, er hovedparten af det smeltede metal ikke ved leddet, men til siden reduceres leddets styrke betydeligt, eller delene forbliver slet ikke forbundet.
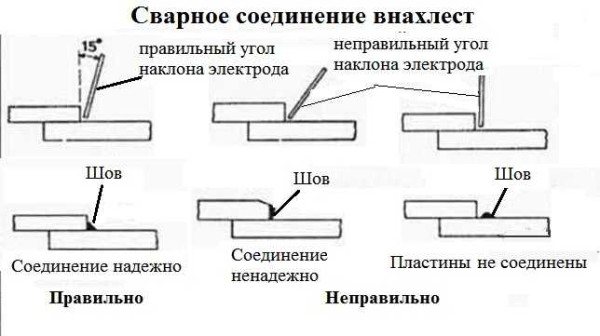
Sådan holder du elektroden korrekt, når svejsning overlapper (For at forstørre billedet skal du højreklikke på det)
T-shirt og hjørnetilslutning
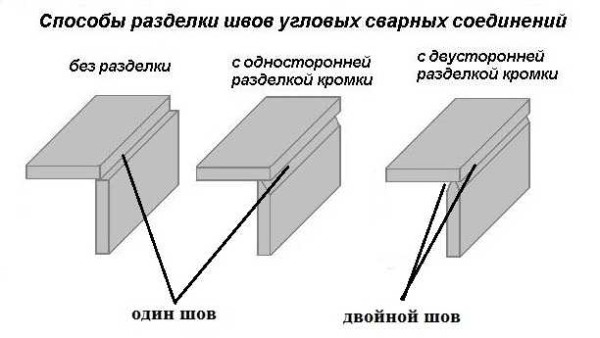
T-leddet ved svejsning er bogstavet "T", hjørnet - bogstavet "G". T-samlingen kan være med en eller to sømme. Kanter kan også skæres eller ej. Behovet for at skære kanten afhænger af tykkelsen af de dele, der skal svejses, og antallet af sømme:
- metaltykkelse op til 4 mm, enkelt søm - uden kantbehandling;
- tykkelse fra 4 mm til 8 mm - dobbelt søm uden kantbehandling;
- fra 4 mm til 12 mm - enkelt søm med en rille på den ene side;
- fra 12 mm er kanten afskåret fra to sider, og der er også lavet to sømme.
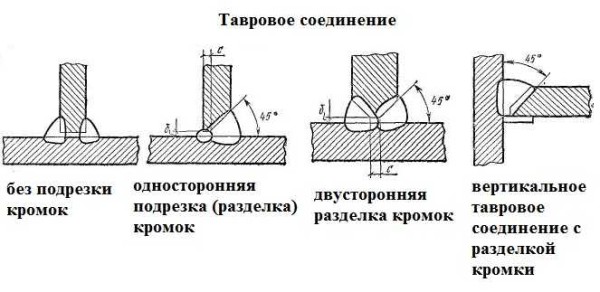
Typer af svejsninger: T-samling med og uden at skære (skære) kanter
Filetsvejsningen kan ses som en del af T-samlingen. Anbefalingerne her er nøjagtigt de samme: tyndt metal kan svejses uden skærekanter; for større tykkelse skal du fjerne en del fra den ene eller begge sider.
Sådan klargøres metal til filetfuger (med en eller to sømme)
Hjørne- og T-samlinger skal undertiden svejses på begge sider (to sømme). For korrekt svejsning af en sådan søm drejes delene, så metalplanene er i samme vinkel. På billedet er denne metode underskrevet "i en båd". Dette gør det lettere at beregne elektrodebevægelser, især for en begynder med svejsning.
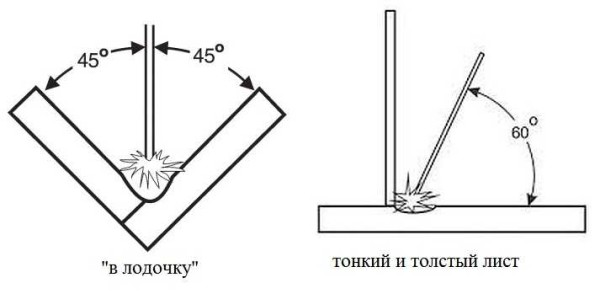
Sådan tilberedes du en søm: "i en båd" og når du forbinder metaller i forskellige tykkelser
Ved tilslutning af tyndt og tykt metal skal hældningsvinklen på elektroden være forskellig - ca. 60 ° i forhold til den tykkere del. I denne position vil det meste af opvarmningen være på den, tyndt metal brænder ikke igennem, hvilket kan ske, hvis hældningsvinklen er 45 °.
Svejsefiletsvejsninger
Ved svejsning af filetsvejsninger skal elektrodenes position og bevægelse overholdes. Du skal have en fyldt søm. Det er lettere at implementere dette, hvis du lægger delene til svejsning "i båden", men det er ikke altid tilfældet.
Hvis bundplanet er placeret vandret, viser det sig ofte, at der er lidt metal på det lodrette plan såvel som i selve hjørnet: det stabler ned. Dette sker, hvis elektroden er i toppen af hjørnet i kortere tid end nær dens laterale overflader. Elektrodespidsens bevægelse skal være ensartet. Den anden årsag er den for store diameter af elektroden, som ikke tillader at gå nedenunder og opvarme leddet normalt.
For at undgå udseendet af denne defekt antændes lysbuen på en vandret overflade (ved punkt "A"), hvor elektroden flyttes til den lodrette overflade og derefter returnerer den til sin plads i en cirkelbevægelse. Når elektroden er over leddet, har den en hældning på 45 °, når den bevæger sig op, vinklen falder en smule (billedet på billedet til venstre), når den bevæger sig til en vandret overflade, øges vinklen. Med denne teknik fyldes sømmen jævnt.
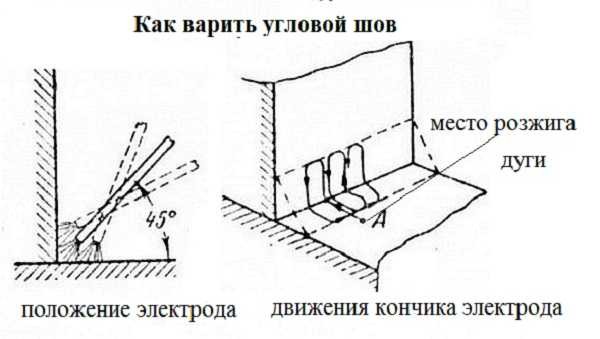
Filetsvejsning - elektrode position og bevægelse
Når du svejser filetforbindelser, skal du sørge for, at tiden brugt på elektroden i alle tre punkter (på siderne og i midten) er den samme.
Læs om valget af elektroder til inverter svejsemaskiner her.
Position i rummet
Ud over forskellige samlinger kan sømme placeres på forskellige måder i rummet. De er i den nederste position. Dette er det mest behagelige for svejseren. Dette er den nemmeste måde at kontrollere svejsepuljen på. Alle andre positioner - vandret, lodret og overliggende søm - kræver en vis viden om svejseteknikker (læs nedenfor, hvordan man svejser sådanne sømme).
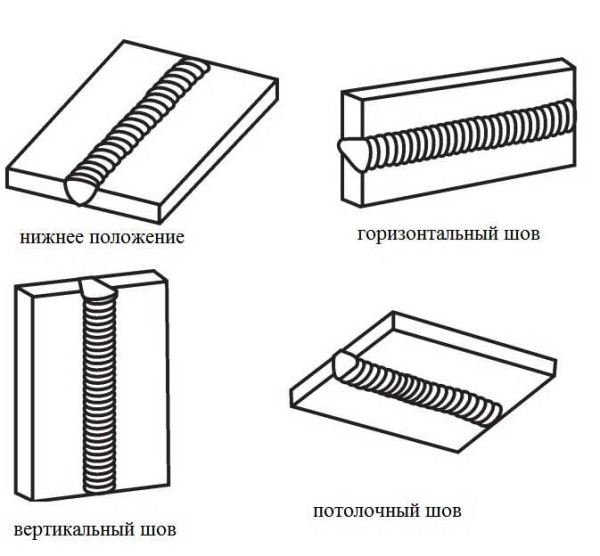
Typer af svejsninger efter placering i rummet: lodret vandret, loft
Sådan tilberedes en søm
Når der svejses i den nedre position, opstår der ingen vanskeligheder, selv for en nybegynder. Men alle andre bestemmelser kræver viden om teknologi. Der er anbefalinger til hver stilling. Teknikken til fremstilling af hver svejsetype diskuteres nedenfor.
Svejsning af lodrette sømme
Ved svejsning af dele i lodret position glider det smeltede metal ned under påvirkning af tyngdekraften. For at forhindre, at dråber kommer ud, skal du bruge en kortere lysbue (spidsen af elektroden er tættere på svejsepuljen). Nogle håndværkere understøtter dem generelt, hvis elektroderne tillader det (holder ikke fast).
Metalforberedelse (skærekanter) udføres i overensstemmelse med fugetypen og tykkelsen af de dele, der skal svejses. Derefter fastgøres de i en given position, forbundet med et trin på flere centimeter med korte tværsømme - "stifter". Disse sømme forhindrer dele i at bevæge sig.
Den lodrette søm kan koges fra top til bund eller bund til top. Det er mere praktisk at arbejde fra bunden op: det er sådan, at buen skubber det svejsede bassin op og forhindrer det i at falde ned. Det er lettere at lave en kvalitetssøm på denne måde.
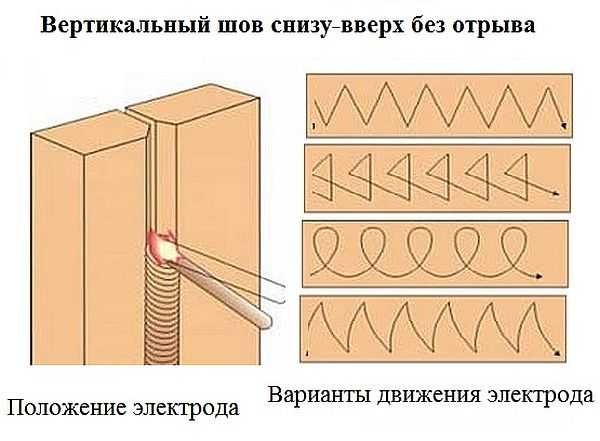
Sådan svejses en lodret søm fra bund til top: elektrodeposition og mulige bevægelser
Denne video viser, hvordan man korrekt svejser en lodret søm ved elektrisk svejsning med bevægelsen af elektroden fra bund til top uden at rive. Kortrulle-teknikken demonstreres også. I dette tilfælde bevæger elektroden sig kun op og ned, uden at vandret forskydning er sømmen næsten flad.
Det er muligt at forbinde dele i lodret position med en adskillelse af buen. For nybegyndersvejsere kan dette være mere praktisk: i adskillelsestiden har metallet tid til at køle ned. Med denne metode er det endda muligt at hvile elektroden på afsatsen til det svejste krater. Det er lettere. Bevægelsesmønsteret er praktisk talt det samme som uden adskillelse: fra side til side, sløjfer eller "kort rulle" - op og ned.
Sådan svejses en lodret søm med en adskillelse, se den næste video. I den samme videoundervisning vises effekten af strømstyrken på sømens form. Generelt skal strømmen være 5-10 A mindre end den anbefalede for denne type elektrode og metaltykkelse. Men som vist i videoen er dette ikke altid sandt og bestemmes eksperimentelt.
Nogle gange koges en lodret søm fra top til bund. I dette tilfælde skal du holde elektroden vinkelret på overfladerne, der skal svejses, når du rammer buen. Efter fyring i denne stilling, opvarmes metallet, sænkes derefter elektroden og koges i denne position. Svejsning af en lodret søm fra top til bund er ikke særlig praktisk, det kræver god kontrol af svejsepuljen, men på denne måde kan du opnå gode resultater.
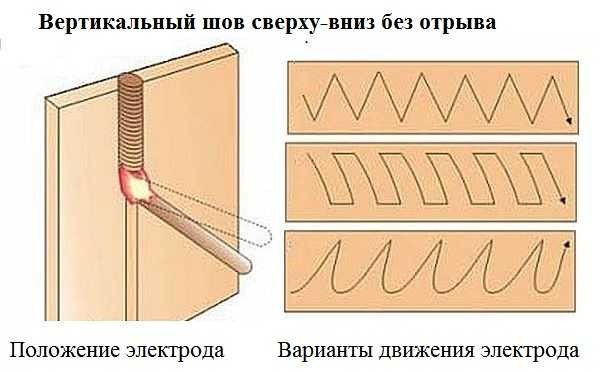
Sådan svejses en lodret søm med elektrisk svejsning fra top til bund: positionen af elektroden og bevægelsen af dens spids
Sådan tilberedes en vandret søm
En vandret søm på et lodret plan kan laves fra højre mod venstre eller venstre mod højre. Der er ingen forskel, den der er mere praktisk, han laver sådan mad. Som ved svejsning af en lodret søm vil karret have en tendens nedad. Derfor er hældningsvinklen på elektroden stor nok. Det vælges afhængigt af bevægelseshastighed og aktuelle parametre. Det vigtigste er, at badet forbliver på plads.
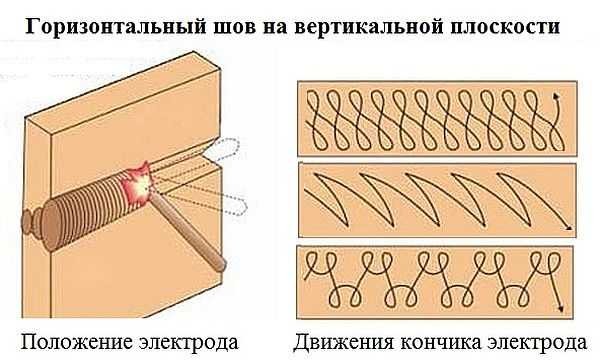
Svejsning af vandrette sømme: elektrodeposition og bevægelse
Hvis metallet strømmer ned, skal du øge kørehastigheden og opvarme metallet mindre. En anden måde er at lave lysbuer. I løbet af disse korte intervaller køler metallet lidt ned og dræner ikke. Du kan også sænke strømstyrken lidt. Anvend kun alle disse foranstaltninger i etaper og ikke alle på én gang.
Videoen nedenfor viser, hvordan man korrekt svejser metal i vandret position. Anden del af videoen handler om lodrette sømme.
Loftsøm
Denne type svejset samling er den sværeste. Kræver høj dygtighed og god kontrol over svejsepuljen. For at fuldføre denne søm holdes elektroden vinkelret på loftet. Buen er kort, bevægelseshastigheden er konstant. Der udføres hovedsageligt cirkulære bevægelser, der udvider sømmen.
Rengøring af svejsede sømme
Efter svejsning forbliver der stænkskala, dråber af metal og slagge på metaloverfladen. Selve sømmen er normalt konveks og stikker ud over overfladen. Alle disse ulemper kan elimineres: ryddes op.
Rengøring af sømme efter svejsning sker trinvis. På første trin, ved hjælp af en mejsel og en hammer, slås skala og slagge af overfladen. På det andet sammenlignes sømmen om nødvendigt. Her har du brug for et værktøj: en kværn udstyret med en slibeskive til metal. Brug forskellige kornstørrelser, afhængigt af hvor glat overfladen skal være.
Under svejsning af plastmetaller kræves det undertiden - at dække svejsningen med et tyndt lag smeltet tin.
Mangler i svejsninger
Begyndersvejsere støder ofte på fejl, når de laver sømme, der fører til defekter. Nogle af dem er kritiske, andre ikke. Under alle omstændigheder er det vigtigt at kunne identificere fejlen for at rette den senere. De mest almindelige mangler blandt begyndere er ujævn ledbredde og ujævn fyldning. Dette sker på grund af ujævne bevægelser af elektrodespidsen, ændringer i bevægelseshastighed og amplitude. Med erfaringens ophobning bliver disse mangler mindre og mindre synlige, efter et stykke tid forsvinder de helt.
Andre fejl - når du vælger den aktuelle styrke og buens størrelse - kan bestemmes af sømens form. Det er vanskeligt at beskrive dem med ord, det er lettere at skildre dem. Billedet nedenfor viser hovedfejlene i formen - underskæringer og ujævn udfyldning, årsagerne til, at de er stavet.
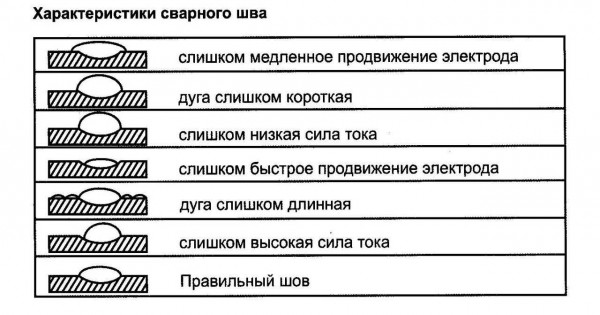
Fejl, der kan opstå under svejsning
Manglende penetration
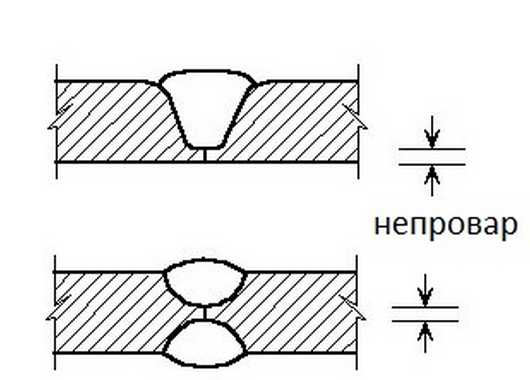
En af de fejl, som novisesvejsere laver: manglende fusion
Denne mangel består i ufuldstændig udfyldning af leddene. Denne ulempe skal rettes, da den påvirker styrken af leddet. Hovedårsager:
- utilstrækkelig svejsestrøm
- høj bevægelseshastighed
- utilstrækkelig kantforberedelse (ved svejsning af tykke metaller).
Elimineret ved at justere strømmen og reducere buelængden. Efter at have valgt alle parametrene korrekt slipper de af dette fænomen.
OM at vælge en inverter svejsemaskine til hjem og sommerhuse, læs her.
Underbud
Denne defekt er en rille langs sømmen på metallet. Opstår normalt, når buen er for lang. Sømmen bliver bred, buetemperaturen til opvarmning er ikke nok. Metallet i kanterne størkner hurtigt og danner disse riller. Det "behandles" med en kortere lysbue eller ved at justere strømstyrken opad.
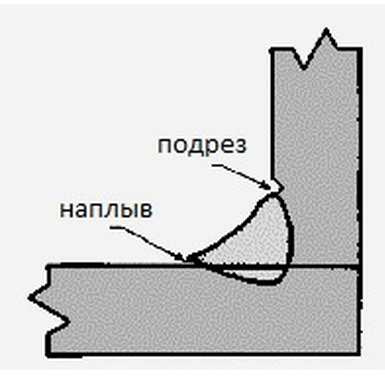
Hjørneunderskæring
Med en vinklet eller T-samling dannes en underskæring på grund af det faktum, at elektroden er mere rettet mod det lodrette plan. Derefter strømmer metallet ned, der dannes en rille igen, men af en anden grund: for meget opvarmning af den lodrette del af sømmen. Elimineret ved at reducere strømmen og / eller forkorte lysbuen.
Brænde
Dette er et gennemgående hul i svejsningen. Hovedårsager:
- for høj svejsestrøm
- utilstrækkelig kørehastighed
- for stort hul mellem kanterne.

Det ligner en gennembrænding ved svejsning
Korrektionsmetoderne er klare - vi prøver at vælge den optimale svejsetilstand og elektrodenes hastighed.
Porer og hængende
Porerne ligner små huller, der kan lænkes sammen eller spredes over hele sømmen. De er en uacceptabel fejl, da de reducerer forbindelsens styrke markant.
Porer vises:
- med utilstrækkelig beskyttelse af den svejsede pool, en overdreven mængde beskyttelsesgasser (elektroder af dårlig kvalitet);
- et træk i svejsezonen, der afbøjer beskyttelsesgasser, og ilt trænger ind i det smeltede metal;
- i nærvær af snavs og rust på metallet;
- utilstrækkelig rille.
Sagging vises ved svejsning med påfyldningskabler med forkert valgte tilstande og svejseparametre. De repræsenterer følelsesløst metal, der ikke har bundet sig til hoveddelen.

Hovedfejl ved svejsede sømme
Kolde og varme revner
Varme revner opstår under afkøling af metallet. Kan rettes langs eller tværs over sømmen. Kolde vises allerede på en kold søm i tilfælde, hvor belastningen for denne type søm er for høj. Kolde revner fører til ødelæggelse af det svejsede led. Disse mangler kan kun behandles ved re-svejsning. Hvis der er for mange fejl, skæres sømmen og genanvendes.

Kolde revner fører til produktfejl










Hej. God artikel, alt er detaljeret. Loftsømmen er den sværeste.