Cum să lipiți țevile de cupru
Încălzirea totală a instalațiilor sanitare sau a cuprului se face rar astăzi, dar totuși o fac. Dacă numărați numărul de ani pe care îi poate servi cuprul, se dovedește nu numai ieftin, dar foarte ieftin. Cu toate acestea, materialul în sine nu este cel mai ieftin, dar puteți economisi la instalare - lipirea țevilor de cupru nu este cea mai dificilă sarcină din lume. Există anumite reguli și caracteristici, știind care puteți realiza o conexiune de înaltă calitate.
Conținutul articolului
Tipuri de țevi de cupru și utilizările acestora
Există două tipuri de țevi de cupru pe piață: recoapte și necurățate. După recoacere, acestea sunt supuse unui tratament termic suplimentar - sunt încălzite la 600-700 ° C. Această procedură redă elasticitatea materialului, care se pierde în timpul turnării. Prin urmare, conductele recocite sunt mai scumpe, dar și mai flexibile - pot suporta chiar înghețarea apei. Dezavantajele acestor produse includ rezistența mai mică - scade din cauza încălzirii.

Există diferite țevi de cupru
Țevile de cupru neacoperite sunt mai durabile, dar practic nu se îndoi. La distribuirea apei sau a încălzirii, acestea sunt tăiate în bucăți, iar toate robinetele sunt realizate folosind fitinguri adecvate.
Există țevi de cupru cu grosimi diferite ale peretelui; acestea sunt vândute recuate în golfuri de 25 și 50 de metri, neconectate în curse de 3 metri. Dacă vorbim despre puritatea materialului, atunci conform GOST 859-2001, cel puțin 99% cupru trebuie să fie prezent în produse.
Metode de conectare
Cel mai adesea, țevile de cupru sunt conectate utilizând lipirea și un set de elemente speciale de formă - fitinguri. Există, de asemenea, fitinguri pentru testarea presiunii. Au caneluri cu inel O din cauciuc montat. Sunt sertizate cu clești speciali. Dar această tehnologie este utilizată rar - lipirea este considerată mai fiabilă.

Fitinguri pentru sertizare
Există două tehnologii pentru lipirea țevilor de cupru folosind diferite lipiri:
- Temperatură scăzută - lipire moale. Acesta este doar cazul nostru. Acest tip de conexiune este utilizat pentru instalarea conductelor de apă și a sistemelor de încălzire cu o temperatură a mediului de lucru de până la 110 ° C. Temperatura scăzută este un termen relativ. În zona de lipire, materialele sunt încălzite la 250-300 ° C.
- Brazare la temperatura ridicata. Acest tip de conexiune este utilizat în rețele cu presiune și temperatură ridicate ale mediului transportat. În rețelele casnice - rar (deși nimeni nu interzice), mai des în cele industriale.
Ce tip de țevi de cupru de lipit să utilizați este alegerea dvs. Ambele tipuri sunt potrivite atât pentru instalații sanitare, cât și pentru încălzire. Însă temperatura cu temperatură ridicată necesită o torță profesională, în timp ce lipirea moale poate fi topită chiar și cu o torță sau cu o torță manuală ieftină, cu o mică butelie de gaz de unică folosință. Pentru conectarea țevilor de cupru cu diametru mic, nu este necesar mai mult.
Tipuri de fitinguri de lipit cupru
În general, există mai mult de două duzini de elemente diferite pentru țevi de cupru - fitinguri, dar sunt utilizate cel mai adesea trei tipuri:
- cuplaje - pentru conectarea a două conducte;
- colțuri - pentru întoarcere;
- tees - pentru a crea ramuri în conductă.

Cuplaje pentru lipirea țevilor de cupru

Numărul de fitinguri utilizate poate fi redus la minimum - cuprul poate fi îndoit, ceea ce reduce numărul de colțuri necesare. De asemenea, dacă doriți, puteți face fără cuplaje: un capăt al țevilor poate fi extins (folosind un dispozitiv de expansiune), astfel încât țeava să intre în el și să existe un spațiu de lipit pentru a ajunge acolo (aproximativ 0,2 mm). Când creați o extensie, conductele ar trebui să se suprapună cu cel puțin 5 mm, dar mai bine - mai mult.
Ceea ce este greu de făcut fără este fără tee. Există echipamente pentru a atinge într-o curbă - o teșit, dar aparține profesionistului și costă foarte mult. Deci, în acest caz, este mai ieftin și mai ușor să te descurci cu teele.

Există fitinguri pentru lipirea țevilor de cupru cu lipire sudată
Există două tipuri de fitinguri - convenționale, cu prize, care oferă spațiul necesar pentru lipirea lipirii. Lipirea este introdusă manual în zona de sudare. Există fitinguri cu lipit încorporat. Apoi se formează o canelură pe soclu, în care, în timpul producției, este instalată o bucată de lipit, ceea ce face procesul de lipire mai ușor - trebuie doar să încălziți zona de sudare, dar duce la o creștere a costului armăturilor.
Consumabile și instrumente
În plus față de țevi și fitinguri, veți avea nevoie și de o torță, lipire și flux pentru lipirea în sine. Și, de asemenea, un dispozitiv de îndoit țevi și câteva lucruri mici legate de procesare înainte de a începe lucrul.

Perie pentru curățarea armăturilor din interior
Lipire și flux
Brazarea țevilor de cupru de orice tip are loc folosind flux și lipire. Lipirea este un aliaj de obicei pe bază de staniu cu un anumit punct de topire, dar întotdeauna mai mic decât cel al cuprului. Este alimentat în zona de lipit, se încălzește până la o stare lichidă și curge în articulație. După răcire, asigură o conexiune strânsă și puternică.
Pentru lipirea amatoră a țevilor de cupru cu propriile mâini, lipitele sunt potrivite pe bază de tablă cu adăugarea de argint, bismut, antimoniu, cupru. Compozițiile cu adaos de argint sunt considerate cele mai bune, dar sunt cele mai scumpe, cele optime sunt cu adaos de cupru. Există, de asemenea, aditivi de plumb, dar nu ar trebui folosiți pentru instalații sanitare. Toate aceste tipuri de lipire asigură o bună calitate a sudurii și lipire ușoară.

Fluxul și lipirea sunt consumabile necesare
Lipirea moale se vinde în bobine mici, lipirea tare în pachete, tăiată în bucăți.
Înainte de începerea lipirii, îmbinarea este tratată cu flux. Un flux este un agent lichid sau pastos care permite lipitului topit să curgă în îmbinare. Nu este nimic de ales aici: orice flux pentru cupru va face. De asemenea, aveți nevoie de o perie mică pentru a aplica fluxul. Mai bine - cu peri naturali.
Arzător
Pentru aplicații de lipit moale, puteți cumpăra o lanternă mică cu o cutie de gaz de unică folosință. Acești cilindri sunt atașați la mâner și au un volum de 200 ml. În ciuda dimensiunilor sale mici, temperatura flăcării este de la 1100 ° C și mai mare, ceea ce este mai mult decât suficient pentru a topi lipirea moale.
La ce ar trebui să fii atent este prezența unei aprinderi piezo. Această funcție nu este de prisos - va fi mai ușor să lucrați cu. Există o supapă pe mânerul arzătorului manual de gaz. Reglează lungimea flăcării (debitul gazului). Aceeași supapă oprește gazul dacă arzătorul trebuie stins. Siguranța este asigurată de o supapă de reținere, care, în absența unei flăcări, va opri alimentarea cu gaz.

Torță manuală pentru lipirea țevilor de cupru
Unele modele au un deflector de flacără. Previne răspândirea flăcării, creând o temperatură mai ridicată în zona de lipit. Datorită acestui fapt, arzătorul cu reflector vă permite să lucrați în cele mai incomode locuri.
Când lucrați în modele de uz casnic și semi-profesionale, trebuie să aveți grijă să nu supraîncălziți unitatea, astfel încât plasticul să nu se topească. Prin urmare, nu merită să efectuați mai multe rații la un moment dat - este mai bine să lăsați echipamentul să se răcească și să pregătiți următoarea conexiune în acest moment.
Materiale conexe
Pentru a tăia țevi de cupru, aveți nevoie de un tăietor de țevi sau un ferăstrău cu lamă metalică. Tăierea trebuie să fie strict verticală pentru a asigura tăietorul de țevi. Și pentru a garanta o tăiere netedă cu un ferăstrău, puteți utiliza o cutie obișnuită de mitrărie.

Tăietor de țevi
La pregătirea țevilor, acestea trebuie curățate. Pentru aceasta, există perii și perii metalice speciale (pentru curățarea suprafeței interioare), dar puteți trece cu hârtie de șlefuit cu bob mediu și fin.
Pentru a elimina bavurile din tăieturi, există teșituri.Conducta realizată de acestea se potrivește mai bine în armătură - mufa sa este cu doar o fracțiune de milimetru mai mare decât diametrul exterior. Deci cea mai mică abatere duce la dificultăți. Dar, în principiu, totul poate fi eliminat cu șmirghel. Va dura doar mai mult timp.
De asemenea, este recomandabil să aveți ochelari și mănuși de siguranță. Cei mai mulți oameni de casă neglijează aceste măsuri de siguranță, dar arsurile sunt foarte frustrante. Acestea sunt toate materialele și instrumentele necesare lipirii țevilor de cupru.
Tehnologie de lipit cupru pas cu pas
Brazarea țevilor de cupru începe cu pregătirea îmbinării. Fiabilitatea conexiunii depinde de calitatea preparatului, prin urmare, dedicați suficient timp și efort acestui proces.
Sudarea țevilor de cupru constă în mai multe etape
Pregătirea conexiunii
După cum sa menționat deja, tăierea conductei trebuie să fie strict verticală, fără bavuri, conducta nu trebuie blocată, marginea trebuie să fie uniformă și netedă. Dacă există chiar mici abateri, luăm un șanț sau un șmirghel și aducem tăietura la ideal.

Este necesar să îndepărtați stratul oxidat
Apoi, luăm fitingul, introducem țeava în el. piesa care intră în priză trebuie curățată. Scoatem țeava și folosim șmirghelul pentru a îndepărta stratul superior oxidat din această parte a țevii. Apoi efectuăm aceeași operație cu suprafața interioară a clopotului.
Aplicație Flux
Fluxul se aplică pe întreaga suprafață curățată - în afara conductei și în interiorul fitingului. Nu există dificultăți - compoziția este distribuită uniform cu o perie.

Aplicație Flux
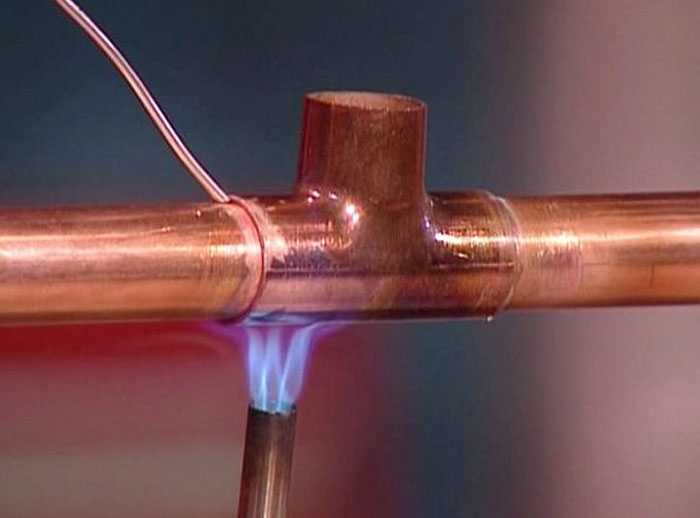
Lipire
Fragmentele de conducte procesate sunt inserate una în cealaltă și fixate. Dacă există un asistent, acesta poate ține părțile nemișcate. Dacă nu, va trebui să vă creați singur. Apoi arzătorul este aprins, flacăra este direcționată spre joncțiune. Temperatura flăcării este de la o mie de grade și peste și este necesar să încălziți joncțiunea la 250-300 ° C, iar aceasta durează 15-25 de secunde. În același timp, vă puteți concentra asupra culorii fluxului - de îndată ce se întunecă, este timpul să injectați lipirea.
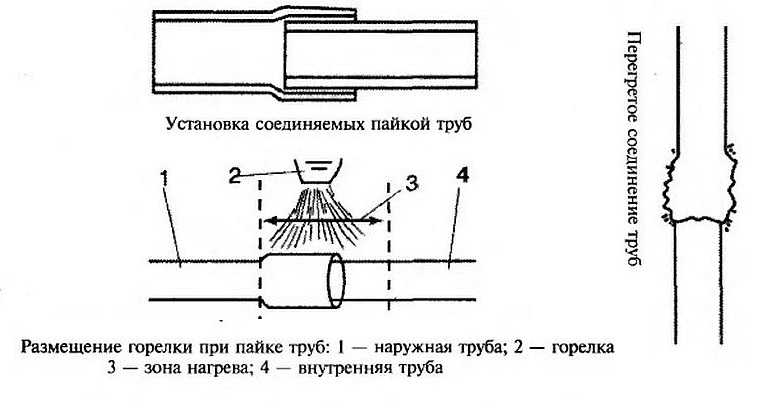
Amplasarea corectă a arzătorului la lipirea țevilor de cupru cu propriile mâini
Pentru a asigura o încălzire uniformă, direcționați flacăra arzătorului în mijlocul îmbinării. Apoi întreaga zonă de sudură este încălzită mai uniform.

Țevi de cupru de lipit cu lipire moale
Lipirea este injectată în articulație - unde îmbinarea fitingului și a țevii. Pe măsură ce se încălzește, începe să se topească, se răspândește și umple golul dintre elemente. Poate fi aplicat doar la jumătate din lungime - când este topit, va curge în restul conexiunii. De fapt, asta este tot - lipirea țevilor de cupru s-a încheiat. Toate celelalte conexiuni fac la fel.
Când se folosește lipirea tare, totul este aproape la fel, se folosesc doar alte arsuri - cele cu flacără cu gaz, iar în timpul procesului de lipire este necesar să rotiți conducta, înfășurând lipirea înmuiată pe conductă.
-
 Case modulare din containere bloc: tipuri, caracteristici de fabricație și opțiuni de amenajare
Case modulare din containere bloc: tipuri, caracteristici de fabricație și opțiuni de amenajare
-
 Case din containere de transport: opțiuni de construcție, amenajare
Case din containere de transport: opțiuni de construcție, amenajare
-
 Tipuri de grinzi din lemn pentru podele, calculul lungimii, instalare
Tipuri de grinzi din lemn pentru podele, calculul lungimii, instalare
-
 Case mobile pentru utilizare pe tot parcursul anului
Case mobile pentru utilizare pe tot parcursul anului
-
 Terase polimerice / compozite (terase WPC): tipuri, dimensiuni, instalare
Terase polimerice / compozite (terase WPC): tipuri, dimensiuni, instalare





Singurul site în care totul este clar, clar, de înțeles, principalul lucru este fără apă. Mulțumesc!!!