Rozmiary otworów: stoły, narzędzia, proces cięcia
Aby wyciąć gwint wewnętrzny na części, należy najpierw wywiercić otwór. Jego rozmiar nie jest równy średnicy gwintu, ale powinien być nieco mniejszy. Średnicę wiertła do gwintu można znaleźć w specjalnej tabeli, ale w tym celu należy również znać rodzaj gwintu.
Parametry gwintu określają średnicę wiertła
Treść artykułu
Ustawienia główne
Każdy wątek charakteryzuje się dwoma parametrami:
- średnica (D);
- krok (P) - odległość od jednej pętli do drugiej.
Określa je GOST 1973257-73. Duży krok jest uważany za normalny, ale odpowiada mu kilka mniejszych. Mały skok jest stosowany w przypadku produktów cienkościennych (rury cienkościenne). Robią również mały obrót, jeśli zastosowana nić jest sposobem na dostosowanie jakichkolwiek parametrów. Wykonuje się również mały krok między zwojami, aby zwiększyć szczelność połączenia i przezwyciężyć zjawisko samokręcenia części. W innych przypadkach wycina się standardowy (duży) krok.
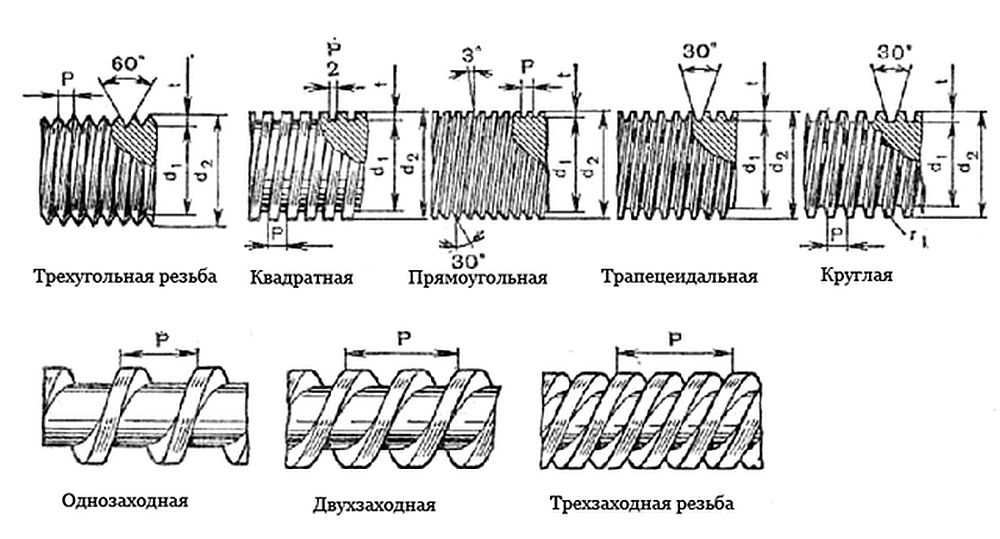
Rodzaje nici i ich główne cechy
Istnieje wiele rodzajów gwintów, ponieważ każdy ma swoją własną charakterystykę formowania, średnica otworu na gwint jest różna w każdym przypadku. Wszystkie są opisane w GOST, ale najczęściej używają trójkątnych gwintów metrycznych i stożkowych metrycznych. Porozmawiamy o nich dalej.
Zwykle widzimy trójkątne gwinty na śrubach i innych podobnych łącznikach, stożkowe - w większości produktów hydraulicznych, które wymagają rozłączalnego połączenia.
Gadżety
Do rzeźbienia DIY używane są małe narzędzia:
- matryce (nazywane również lerki) do rysowania zwojów z zewnątrz (zwykle na rurze lub metalowym pręcie (szpilce);
- krany - do wewnętrznej (tutaj musisz wcześniej zrobić dla nich otwór).

Dotknij (na górze) i umrzyj (na dole)

Wszystkie te urządzenia wykonane są ze stopów, charakteryzujących się zwiększoną wytrzymałością i odpornością na ścieranie. Na ich powierzchni nakładane są rowki i rowki, za pomocą których uzyskuje się ich lustrzane odbicie na obrabianym przedmiocie.
Każdy gwintownik lub matryca jest oznaczony - mają napis wskazujący rodzaj gwintu, który nacina to urządzenie - średnicę i skok. Wkładane są do uchwytów - kluczy i uchwytów matryc - mocowanych tam śrubami. Trzymając narzędzie do gwintowania w uchwycie, wkłada się / wkłada w miejsce, w którym wymagane jest połączenie rozłączne. Przewijając urządzenie, powstają zwoje. Od tego, jak poprawnie ustawimy urządzenie na początku pracy, zależy czy cewki „rozłożą się” równomiernie. Dlatego wykonuj pierwsze zakręty, starając się utrzymać strukturę równą, unikając przesunięć i zniekształceń. Po wykonaniu kilku rewolucji proces będzie łatwiejszy.
Gwinty o małych i średnich średnicach można ciąć ręcznie. Trudne typy (dwu- i trójstronne) lub praca z dużymi średnicami rękami nie jest możliwa - wymagany jest zbyt duży wysiłek. Do tych celów stosuje się specjalny sprzęt zmechanizowany - do tokarek z przymocowanymi do nich gwintownikami i matrycami.
Jak prawidłowo ciąć
Gwinty można nanosić na prawie każdy metal i ich stopy - stal, miedź, aluminium, żeliwo, brąz, mosiądz itp. Nie zaleca się robienia tego na rozgrzanym żelazku - jest zbyt twarde, rozpadnie się podczas pracy i nie będzie możliwe uzyskanie wysokiej jakości zwojów, co oznacza, że połączenie będzie zawodne.

Narzędzie do pracy
Przygotowanie
Konieczna jest praca na czystym metalu - usuń rdzę, piasek i inne zanieczyszczenia.Następnie należy nasmarować miejsce, w którym zostanie naniesiona nić (oprócz żeliwa i brązu - należy z nimi pracować „na sucho”). Istnieje specjalna emulsja do smarowania, ale jeśli nie, możesz użyć namoczonego mydła. Możesz także użyć innych smarów:
- olej lniany do stali i mosiądzu;
- terpentyna do miedzi;
- nafta - do aluminium.
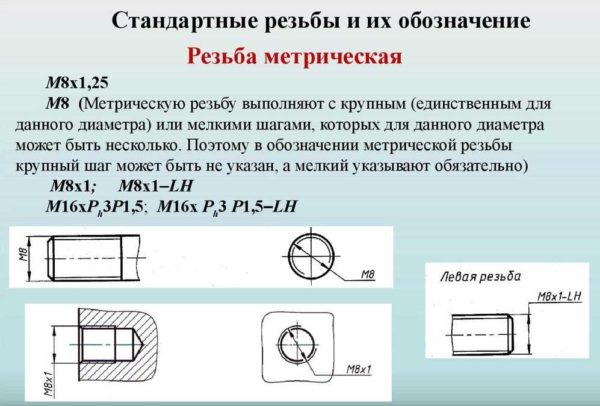
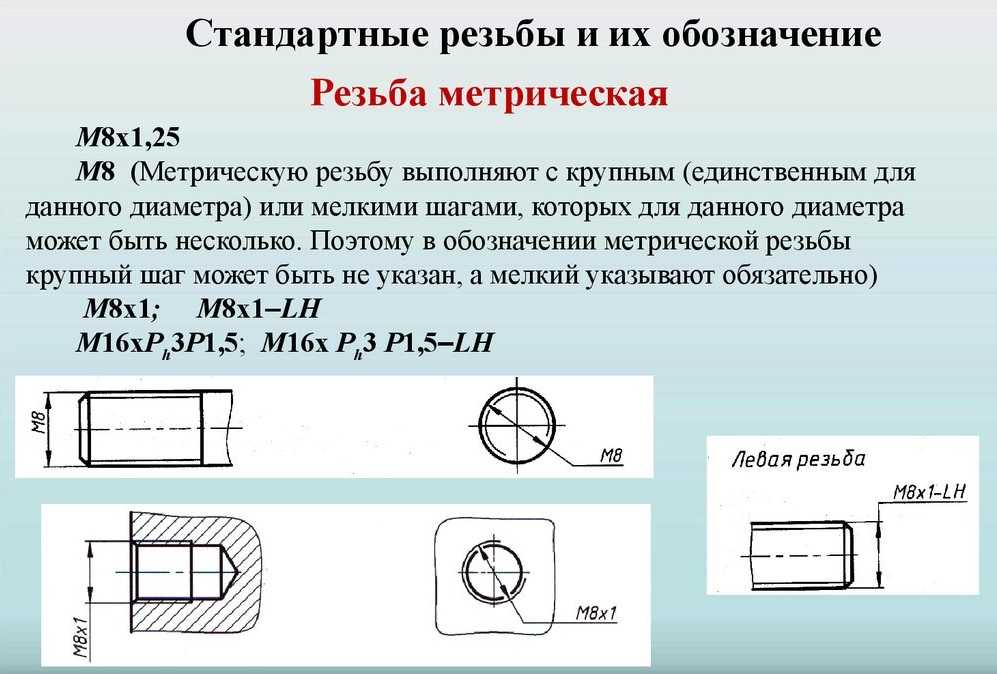
Opcje gwintów metrycznych
Często można usłyszeć porady, aby podczas gwintowania używać oleju maszynowego, oleju mineralnego, a nawet smalcu. Działają dobrze, ale eksperci twierdzą, że lepiej tego nie robić - wióry przykleją się do lepkiej substancji, co doprowadzi do szybkiego zużycia kranu lub śmierci.
Proces krojenia
Podczas wycinania gwintów zewnętrznych matryca jest umieszczana ściśle prostopadle do powierzchni rury lub pręta. Podczas pracy nie powinien machać, w przeciwnym razie zwoje okażą się nierówne, a połączenie będzie brzydkie i zawodne. Szczególnie ważne są pierwsze tury. Zależy to od tego, jak „układają”, czy połączenie zostanie następnie wypaczone.
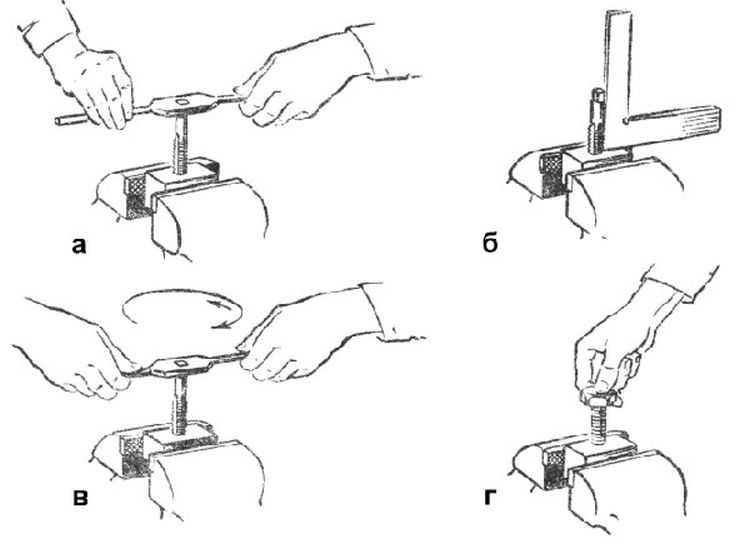
Dzięki zastosowaniu gwintu wewnętrznego część jest unieruchomiona. Jeśli to mały kawałek, możesz go chwycić w imadle. Jeśli płyta jest duża, zabezpiecz ją dostępnymi metodami, na przykład mocując za pomocą prętów. M
Kran jest wkładany do otworu tak, aby jego oś była równoległa do osi otworu. Przy odrobinie wysiłku, stopniowo, zaczynają się skręcać w określonym kierunku. Gdy tylko poczujesz, że opór wzrósł, odkręć zawór z powrotem i oczyść go z wiórów. Po czyszczeniu proces jest kontynuowany.
Proces krojenia zdjęć
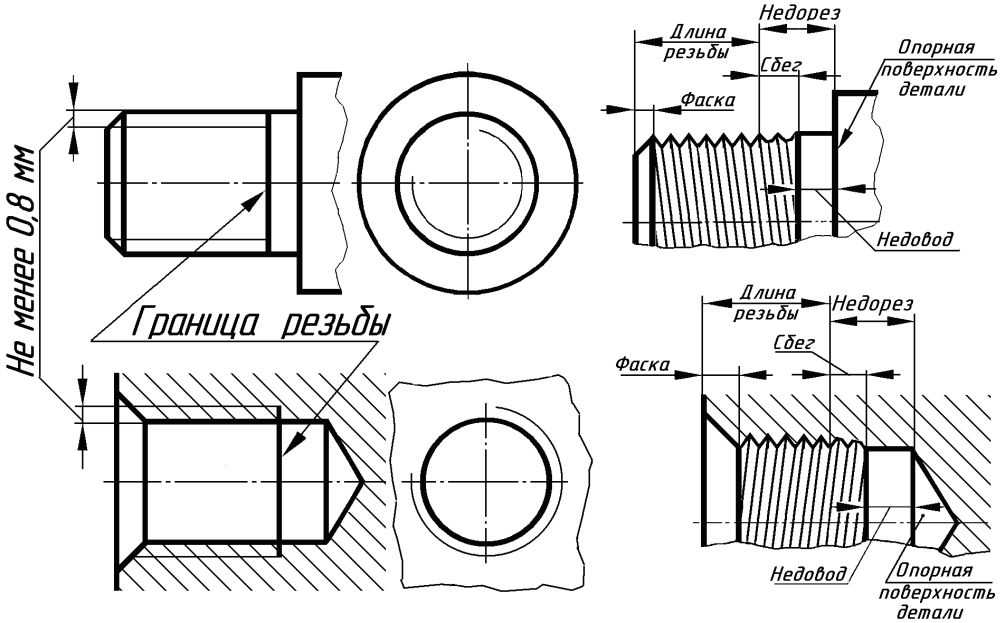
Podczas gwintowania otworu nieprzelotowego jego głębokość powinna być nieco większa niż jest to wymagane - nadmiar powinien obejmować końcówkę gwintownika. Jeśli jest to strukturalnie niemożliwe, końcówka jest odcinana od kranu. Jednocześnie nie nadaje się do dalszej eksploatacji, ale nie ma innego wyjścia.
Aby zwoje były wysokiej jakości, stosuje się dwa zaczepy lub narzynki - szorstki i wykończeniowy. Pierwsze przejście odbywa się zgrubnie, drugie - wykańczające. Istnieją również połączone urządzenia do gwintowania. Pozwalają zrobić wszystko za jednym zamachem.
Kolejna praktyczna wskazówka: aby wióry nie wpadły do obszaru roboczego, podczas cięcia wykonaj jeden pełny obrót zgodnie z ruchem wskazówek zegara, a następnie pół obrotu w kierunku przeciwnym do ruchu wskazówek zegara. Następnie odłóż narzędzie do miejsca, w którym się zatrzymało i ponownie wykonaj jeden obrót. Jest to kontynuowane do wymaganej długości.
Tabele doboru średnicy wiertła do gwintu
Podczas wykonywania gwintu wewnętrznego nawierca się do niego otwór. Nie jest równa średnicy gwintu, ponieważ podczas cięcia część materiału nie jest usuwana w postaci wiórów, ale jest wyciskana, zwiększając rozmiar występów. Dlatego przed zastosowaniem należy wybrać średnicę wiertła do gwintu. Można to zrobić za pomocą tabel. Dostępne są dla każdego rodzaju gwintu, ale tutaj są najpopularniejsze - metryczne, calowe, rurowe.
| Gwint metryczny | Gwint calowy | Gwint rurowy | |||||
|---|---|---|---|---|---|---|---|
| Średnica gwintu, cale | Skok gwintu, mm | Średnica wiertła, mm | Średnica gwintu, cale | Skok gwintu, mm | Średnica wiertła, mm | Średnica gwintu, cale | Średnica otworu na gwint, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Jeszcze raz zwracamy uwagę na fakt, że średnica wiertła do gwintu jest podana dla grubego (standardowego gwintu).
Tabela średnic pręta z gwintem zewnętrznym
Podczas pracy w gwincie zewnętrznym sytuacja jest bardzo podobna - część metalu jest wyciskana, a nie odcinana. Dlatego średnica pręta lub rury, na którą nakłada się gwint, powinna być nieco mniejsza. Jak dokładne - zobacz tabelę poniżej.
| Średnica gwintu, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Średnica pręta, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
-
 Przecinak do płyt gipsowo-kartonowych - narzędzie do szybkiego łączenia profili
Przecinak do płyt gipsowo-kartonowych - narzędzie do szybkiego łączenia profili
-
 Nożyce do cięcia rur: polipropylen (PPR), plastik, metaloplastik
Nożyce do cięcia rur: polipropylen (PPR), plastik, metaloplastik
-
 Wybór nitownicy (nitownica)
Wybór nitownicy (nitownica)
-
 Jak wybrać siekacz ogrodowy i rozdrabniacz do trawy - najlepsze modele
Jak wybrać siekacz ogrodowy i rozdrabniacz do trawy - najlepsze modele
-
 Które ciągniki jednoosiowe i kultywatory silnikowe są lepsze
Które ciągniki jednoosiowe i kultywatory silnikowe są lepsze





Tabela gwintów. Pierwsza kolumna. Gwint metryczny d.b. już w mm, dlatego jest metryczny.
Poprawka. Tabela gwintów wewnętrznych, nagłówek pierwszej kolumny