How to cook thin metal
Welding thin metal is a challenge even for some experienced welders. Welding beginners generally have a hard time. The rules here are not at all the same as when welding thick products: there are many features and difficulties, which makes it harder to select modes and electrodes. It is easier to do this with welding semiautomatic devices, but they are quite rare in everyday life, inverters are much more common. Here we will talk about welding thin metal with an inverter.
And the first difficulty when welding a metal of small thickness is that it cannot be heated very much: it burns out, holes are formed. Therefore, they work according to the principle "the faster, the better" and we are not talking about any trajectories of movement of the electrodes at all. Thin sheet metal is welded by passing the electrode in one direction - along the seam without any deviations.

When welding thin metals, sheets overheat and bend
The second difficulty is that you need to work at low currents, and this leads to the fact that the arc has to be made short. With a slight separation, it just goes out. There may also be problems with the ignition of the arc, therefore, use devices with a good current-voltage characteristic (open circuit voltage above 70 V) and smooth adjustment of the welding current, which starts from 10 A.
Another nuisance: with strong heating, the geometry of thin sheets changes: they bend in waves. It is very difficult to get rid of this shortcoming. The only option is to try not to overheat or remove heat (read about the method with heat-dissipating pads below).
When butt welding of thin sheets of metal, their edges are carefully processed and cleaned. The presence of dirt and rust will make welding even more problematic. Therefore, carefully align and clean everything. They place the sheets very close to one another - without a gap. Details are fixed with clamps, clamps and other devices. Then the parts are tacked every 7-10 cm with short seams - tacks. They prevent parts from moving and are less likely to be bent.

If you clean the edges well, you can get a good seam.
How to cook thin metal with an inverter
DC welding machines are good because we can weld with reverse polarity. To do this, connect the cable with the electrode holder to the "+", and hook the "-" to the part. With this connection, the electrode heats up more, and the metal warms up minimally.
About, how to choose a welding inverter for home or summer cottage read here.
It is necessary to cook using the thinnest electrodes: from 1.5 mm to 2 mm. In this case, you need to choose with a high melting coefficient: then even at low currents, the seam will be of high quality. The current is set small. For 1.5 mm electrodes, it should be about 30-45 amperes, for "two" - 40-60 amperes. In reality, they sometimes put it lower: it is important that you can work.
| Metal thickness, mm | 0.5 mm | 1.0 mm | 1.5 mm | 2.0 mm | 2.5 mm |
|---|---|---|---|---|---|
| Electrode diameter, mm | 1.0 mm | 1.6 mm - 2 mm | 2 mm | 2.0mm - 2.5mm | 3 mm |
| Current strength, A | 10-20 amperes | 30-35 amperes | 35-45 mm | 50-65 mm | 65-100 mm |
To make the metal less heated, the parts are placed in a vertical or at least an inclined direction. Then they cook from top to bottom, moving the tip of the electrode strictly in this direction (without deflecting or returning). The tilt angle is an angle forward, while its value is 30-40 °. So the heating of the metal will be minimal, and this is one of the most important tasks for welding thin metals.
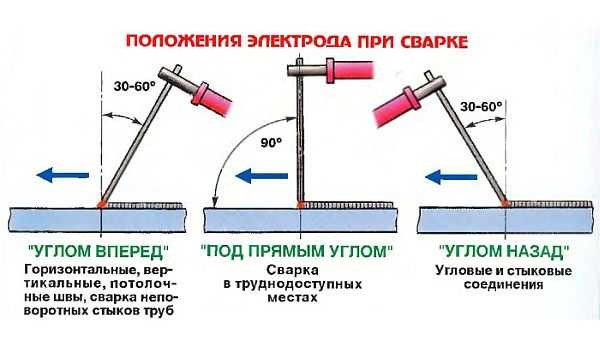
Welding electrode positions and their use
General recommendation for choosing electrodes for welding thin metals: buy high-quality imported electrodes for such work. There will be many times less problems.
About manufacturing shed on a metal frame, read here.
Techniques and methods for welding thin metal sheets
Sometimes thin sheets need to be welded at an angle.In this case, it is more convenient to use the flanging method: the edges of the sheet are bent at the required angle, fastened with short transverse seams every 5-10 cm. After that, they are welded as mentioned above: with a continuous seam from top to bottom.
The video shows how to weld thin sheet metal with an electrode using a welding inverter. The flanging method is used: the edges of the parts are folded back, then stuck in several places with short seams. This is followed by welding with a thin electrode 2 mm thick.
It is not always possible to avoid burn-through when welding without separation. Then you can try to break the arc for a few moments, and then lower the electrode again in the same place and advance it a few more millimeters. So, pulling and returning the arc, and cook. With this method, it turns out that the metal has time to cool down during the separation of the arc. In the video, you will see how the color of the welding place changes after the electrode is removed. The main thing is not to let the metal cool down too much.
Pull-off welding of thin metal is demonstrated in the first part of the video. The method of joining is overlapping (one part overlaps the other by 1-3 cm), an electrode with a rutile coating is used (for structural and low-alloy steels). Then the welding of stainless steel with a stainless electrode with the main coating is shown, and in the end, the ferrous metal joint is welded with the same stainless steel electrode. The seam, by the way, turned out to be of better quality than when using the recommended electrodes.
Read about the choice of electrodes for welding with an inverter machine here.
If a continuous seam is not required when welding thin metal, a spot weld is used. With this small-sized welding method, the tacks are located at a short distance from one another. This method is called an interrupted seam.

This is what an interrupted seam looks like on thin metal
In general, welding thin iron end-to-end is difficult. The overlap is easier: the parts do not overheat so much and there is less chance that everything will "lead".
Read about the types of welds and joints here.
When electric welding of thin metal end-to-end, you can lay a thin wire with a diameter of 2.5-3.5 mm between the sheets (you can whip the coating on damaged electrodes and use them). It is positioned so that from the front side it is flush with the metal surface, and from the back it protrudes almost half the diameter. When welding, the arc is led along this wire. It takes the main thermal load, and the welded metal sheets are heated by peripheral currents. At the same time, they do not overheat, they are not jarred, the seam is smooth, without signs of overheating. After removing the wire, it is difficult to see traces that it was present.

This is what a seam looks like when welding thin metal butt-weld with a heat-conducting wire laid from below
Another way is to put copper plates under the joint. Copper has a very high thermal conductivity - 7-8 times higher than that of steel. Placed under the place of welding, it removes a significant part of the heat, preventing overheating of the metal. This method of welding thin metals is called “heat sinking”.
Read how to weld a metal gazebo here. You may be interested in reading how to do grill from a gas cylinder or metal? The thing is necessary and suitable for mastering welding.
Galvanized welding
Galvanized steel - the same thin sheet, only covered with a layer of zinc. If you need to weld it, you will have to remove this coating completely on the edges for welding, to clean steel. There are several ways. The first is to remove mechanically: with an abrasive wheel on a grinder or grinder, sandpaper and a metal brush. There is another way - to burn out by welding. In this case, the electrode passes twice along the seam. At the same time, zinc evaporates (it evaporates at 900 ° C), and its vapors are very toxic. So this work can be carried out either on the street, or if there is a hood at the workplace.After each pass, you need to knock down the flux.

It is better to weld zinc plated in the open air: evaporating zinc is very harmful
After the complete removal of zinc, the actual welding begins. When welding galvanized pipes, two passes with different electrodes will be needed to obtain a good seam. The first seam is welded with rutile-coated electrodes, for example, MP-3, ANO-4, OZS-4. In this case, the oscillations have a very small amplitude. Make the top seam wider. It is approximately equal to three diameters of the electrode. Here it is important not to rush and boil well. This passage is used by electrodes with a basic coating (for example, UONI-13/55, UONI-13/45, DSK-50).
Read more about choosing electrodes for inverter welding here.









