Cum se gătește metal subțire
Sudarea metalului subțire este o provocare chiar și pentru unii sudori cu experiență. Începătorii de sudură au, în general, dificultăți. Regulile de aici nu sunt deloc aceleași ca la sudarea produselor groase: există multe caracteristici și dificultăți, ceea ce face mai dificilă selectarea modurilor și electrozilor. Este mai ușor să faceți acest lucru cu dispozitive semiautomatice de sudură, dar acestea sunt destul de rare în viața de zi cu zi, invertoarele sunt mult mai frecvente. Aici vom vorbi despre sudarea metalului subțire cu un invertor.
Și prima dificultate la sudarea unui metal cu grosime mică este că nu poate fi încălzit foarte mult: se arde, se formează găuri. Prin urmare, funcționează conform principiului „cu cât mai repede, cu atât mai bine” și nu vorbim deloc despre nicio traiectorie de mișcare a electrozilor. Tabla subțire este sudată trecând electrodul într-o singură direcție - de-a lungul cusăturii fără nici o abatere.

La sudarea metalelor subțiri, foile se supraîncălzesc și se îndoaie
A doua dificultate este că trebuie să lucrați la curenți mici, iar acest lucru duce la faptul că arcul trebuie scurtat. Cu o ușoară separare, se stinge. De asemenea, pot apărea probleme cu aprinderea arcului, prin urmare, utilizați dispozitive cu caracteristici bune de volt-ampere (tensiune în circuit deschis peste 70 V) și reglare lină a curentului de sudare, care începe de la 10 A.
O altă neplăcere: cu încălzire puternică, geometria foilor subțiri se schimbă: se îndoaie în valuri. Este foarte greu să scapi de acest neajuns. Singura opțiune este să încercați să nu supraîncălziți sau să eliminați căldura (citiți mai jos despre metodă cu tampoane de disipare a căldurii de mai jos).
La sudarea prin cap a foilor subțiri de metal, marginile lor sunt prelucrate cu atenție și curățate. Prezența murdăriei și a ruginii va face sudarea și mai problematică. Prin urmare, aliniați cu atenție și curățați totul. Plasează foile foarte aproape una de alta - fără un spațiu. Detaliile sunt fixate cu cleme, cleme și alte dispozitive. Apoi piesele sunt lipite la fiecare 7-10 cm cu cusături scurte - tachete. Acestea împiedică mișcarea părților și este mai puțin probabil să fie îndoite.

Dacă curățați bine marginile, puteți obține o cusătură bună.
Cum se gătește metal subțire cu un invertor
Mașinile de sudat în curent continuu sunt bune, deoarece putem să sudăm cu polaritate inversă. Pentru a face acest lucru, conectați cablul cu suportul electrodului la „+” și conectați „-” la piesă. Cu această conexiune, electrodul se încălzește mai mult, iar metalul se încălzește minim.
Despre, cum să alegeți un invertor de sudură pentru casă sau cabana de vară citiți aici.
Este necesar să gătiți folosind cei mai subțiri electrozi: de la 1,5 mm la 2 mm. În acest caz, trebuie să alegeți cu un coeficient de topire ridicat: atunci chiar și la curenți mici, cusătura va fi de înaltă calitate. Curentul este setat mic. Pentru electrozi de 1,5 mm, ar trebui să fie de aproximativ 30-45 amperi, pentru „doi” - 40-60 amperi. În realitate, uneori o pun mai jos: este important să poți lucra.
| Grosimea metalului, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Diametrul electrodului, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Puterea actuală, A | 10-20 amperi | 30-35 amperi | 35-45 mm | 50-65 mm | 65-100 mm |
Pentru a face metalul mai puțin încălzit, piesele sunt plasate într-o direcție verticală sau cel puțin înclinată. Apoi gătiți de sus în jos, deplasând vârful electrodului strict în această direcție (fără a devia sau a reveni). Unghiul de înclinare este un unghi înainte, în timp ce valoarea sa este de 30-40 °. Deci încălzirea metalului va fi minimă și aceasta este una dintre cele mai importante sarcini pentru sudarea metalelor subțiri.
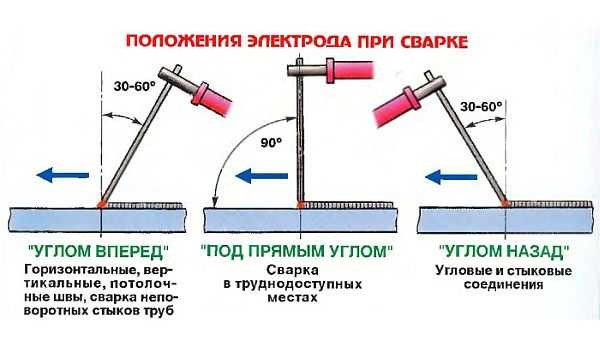
Pozițiile electrodului de sudură și utilizarea acestora
Recomandare generală pentru alegerea electrozilor pentru sudarea metalelor subțiri: cumpărați electrozi importați de înaltă calitate pentru astfel de lucrări. Vor fi de multe ori mai puține probleme.
de fabricație vărsat pe un cadru metalic, citiți aici.
Tehnici și metode pentru sudarea foilor subțiri de metal
Uneori, foile subțiri trebuie sudate sub un unghi.În acest caz, este mai convenabil să utilizați metoda de flanșare: marginile foii sunt îndoite la unghiul necesar, fixate cu cusături transversale scurte la fiecare 5-10 cm. După aceea, sunt sudate așa cum s-a menționat mai sus: cu o cusătură continuă de sus în jos.
Videoclipul arată cum să sudăm tablă subțire cu un electrod folosind un invertor de sudură. Se folosește metoda de flanșare: marginile pieselor sunt pliate înapoi, apoi sunt capturate în mai multe locuri cu cusături scurte. Urmează sudarea cu un electrod subțire de 2 mm grosime.
Nu este întotdeauna posibil să se evite arderea atunci când se sudează fără separare. Apoi, puteți încerca să rupeți arcul câteva clipe, apoi să coborâți din nou electrodul în același loc și să-l avansați cu câțiva milimetri. Deci, trăgând și returnând arcul și gătește. Cu această metodă, se dovedește că metalul are timp să se răcească în timpul separării arcului. În videoclip, veți vedea cum se schimbă culoarea punctului de sudură după îndepărtarea electrodului. Principalul lucru este să nu lăsați metalul să se răcească prea mult.
Sudarea prin extragere a metalului subțire este demonstrată în prima parte a videoclipului. Metoda de îmbinare este suprapunerea (o parte se suprapune peste cealaltă cu 1-3 cm), se folosește un electrod cu un strat rutilic (pentru oțeluri structurale și cu oțel slab aliat). Apoi este afișată sudarea oțelului inoxidabil cu un electrod inoxidabil cu acoperirea principală, iar la final îmbinarea metalelor feroase este sudată cu același electrod din oțel inoxidabil. Apropo, cusătura sa dovedit a fi de o calitate mai bună decât atunci când se utilizează electrozii recomandați.
Citiți despre alegerea electrozilor pentru sudarea cu o mașină invertor aici.
Dacă nu este necesară o sudură continuă la sudarea metalului subțire, se folosește o sudură la punct. Cu această metodă de sudare de dimensiuni mici, tachelele sunt situate la o distanță mică una de cealaltă. Această metodă se numește cusătură întreruptă.

Așa arată o cusătură întreruptă pe metal subțire
În general, sudarea fierului subțire cap la cap este dificilă. Suprapunerea este mai ușoară: piesele nu se supraîncălzesc atât de mult și există mai puține șanse ca totul să „conducă”.
Citiți despre tipurile de suduri și îmbinări aici.
La sudarea electrică a metalului subțire cap la cap, este posibil să așezați un fir subțire cu un diametru de 2,5-3,5 mm între foi (puteți bate acoperirea pe electrozi deteriorați și le puteți utiliza). Este poziționat astfel încât din partea frontală să fie la același nivel cu suprafața metalică, iar din spate să iasă aproape jumătate din diametru. La sudare, arcul este condus de-a lungul acestui fir. Acesta preia sarcina termică principală, iar foile metalice sudate sunt încălzite de curenți periferici. În același timp, nu se supraîncălzesc, nu fac borcan, cusătura este netedă, fără semne de supraîncălzire. După îndepărtarea firului, este dificil să se vadă urme că acesta a fost prezent.

Așa arată o cusătură atunci când sudați sudura metalică subțire cu un fir conductor de căldură așezat de jos
O altă modalitate este de a pune plăci de cupru sub îmbinare. Cuprul are o conductivitate termică foarte ridicată - de 7-8 ori mai mare decât cea a oțelului. Amplasat sub locul sudării, îndepărtează o parte semnificativă a căldurii, prevenind supraîncălzirea metalului. Această metodă de sudare a metalelor subțiri se numește „scufundare termică”.
Citiți cum să sudați un foișor metalic aici. S-ar putea să fiți interesat să citiți cum să faceți brazier dintr-o butelie de gaz sau metal? Lucrul este necesar și potrivit pentru stăpânirea sudării.
Sudare zincată
Oțel zincat - aceeași foaie subțire, acoperită doar cu un strat de zinc. Dacă trebuie să-l sudați, va trebui să îndepărtați complet acest strat de pe margini pentru sudare, pentru a curăța oțelul. Există mai multe moduri. Primul este să îndepărtați mecanic: cu o roată abrazivă pe un polizor sau polizor, hârtie de șlefuit și o perie metalică. Există o altă modalitate - de a arde prin sudare. În acest caz, electrodul trece de două ori de-a lungul cusăturii. În același timp, zincul se evaporă (se evaporă la 900 ° C), iar vaporii săi sunt foarte toxici. Deci, această lucrare poate fi efectuată fie pe stradă, fie dacă există o hota de aspirare la locul de muncă.După fiecare trecere, trebuie să dobori fluxul.

Este mai bine să sudăm zincul în aer liber: evaporarea zincului este foarte dăunătoare
După îndepărtarea completă a zincului, începe sudarea efectivă. La sudarea țevilor zincate, vor fi necesare două treceri cu electrozi diferiți pentru a obține o cusătură bună. Prima cusătură este sudată cu electrozi acoperiți cu rutil, de exemplu, MP-3, ANO-4, OZS-4. În acest caz, oscilațiile au o amplitudine foarte mică. Faceți cusătura superioară mai lată. Este aproximativ egal cu trei diametre ale electrodului. Aici este important să nu vă grăbiți și să fierbeți bine. Acest pasaj este utilizat de electrozi cu un strat de bază (de exemplu, UONI-13/55, UONI-13/45, DSK-50).
Citiți mai multe despre alegerea electrozilor pentru sudarea invertorului aici.
-
 Tăietor de gips-carton - un instrument pentru conectarea rapidă a profilurilor
Tăietor de gips-carton - un instrument pentru conectarea rapidă a profilurilor
-
 Foarfece pentru tăierea țevilor: polipropilenă (PPR), plastic, metal-plastic
Foarfece pentru tăierea țevilor: polipropilenă (PPR), plastic, metal-plastic
-
 Selectarea nitorului (nitor)
Selectarea nitorului (nitor)
-
 Cum să alegeți o ramură de grădină și un tocător de iarbă - Cele mai bune modele
Cum să alegeți o ramură de grădină și un tocător de iarbă - Cele mai bune modele
-
 Care sunt cele mai bune tractoare și motocultoare
Care sunt cele mai bune tractoare și motocultoare




