Dimensioni dei fori: tavoli, strumenti, processo di taglio
Per tagliare una filettatura interna su una parte, è necessario prima praticare un foro. La sua dimensione non è uguale al diametro del filo, ma dovrebbe essere leggermente più piccola. Puoi trovare il diametro della punta per il filo in una tabella speciale, ma per questo devi anche conoscere il tipo di filo.
I parametri della filettatura determinano il diametro della punta
Il contenuto dell'articolo
Impostazioni principali
Ogni thread è caratterizzato da due parametri:
- diametro (D);
- step (P) - la distanza da un loop all'altro.
Sono determinati da GOST 1973257-73. Un grande passo è considerato normale, ma molti piccoli gli corrispondono. Il passo piccolo viene utilizzato quando applicato a prodotti a parete sottile (tubi a parete sottile). Fanno anche una piccola svolta se il filo applicato è un modo per regolare i parametri. Inoltre, viene fatto un piccolo passaggio tra le spire per aumentare la tenuta della connessione e per superare il fenomeno di autoavvitamento del pezzo. In altri casi, viene tagliato un gradino standard (grande).
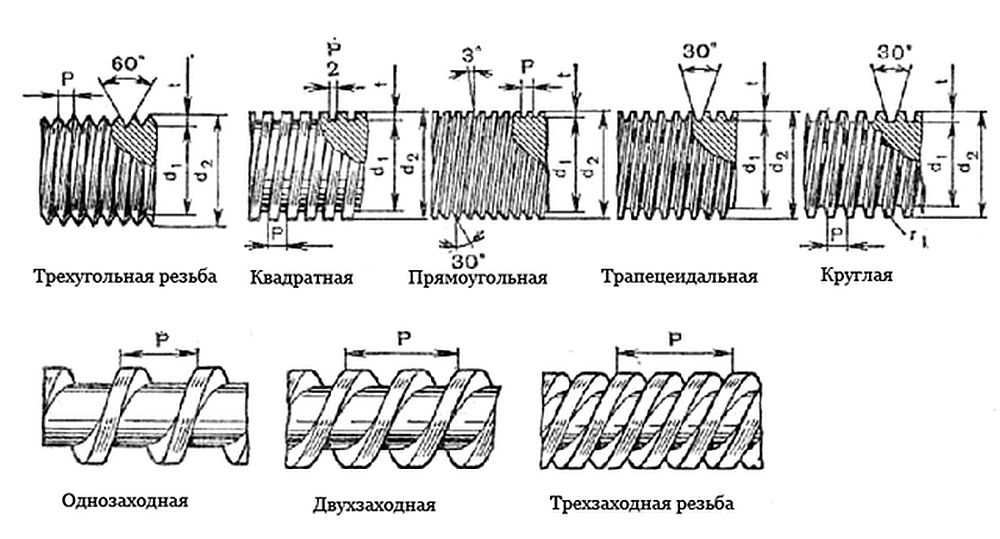
Tipi di filo e loro caratteristiche principali
Esistono molti tipi di filo, poiché ognuno ha le sue peculiarità di formazione, il diametro del foro per il filo è diverso in ogni caso. Tutti sono prescritti nei GOST, ma il più delle volte usano filettature metriche triangolari e metriche coniche. Ne parleremo ulteriormente.
Di solito vediamo filettature triangolari su bulloni e altri dispositivi di fissaggio simili, conici - sulla maggior parte dei prodotti idraulici che comportano una connessione staccabile.
Gadget
Per l'intaglio fai-da-te vengono utilizzati piccoli strumenti:
- matrici (sono anche chiamate lerki) per applicare spire dall'esterno (di solito su un tubo o un'asta metallica (perno);
- rubinetti - per l'interno (qui devi prima fare un buco per loro).

Tocca (in alto) e muori (in basso)

Tutti questi dispositivi sono realizzati in leghe, caratterizzati da una maggiore resistenza e resistenza all'abrasione. Sulla loro superficie vengono applicate scanalature e scanalature, con l'aiuto delle quali si ottiene la loro immagine speculare sul pezzo.
Qualsiasi maschio o matrice è contrassegnato - hanno un'iscrizione che indica il tipo di filettatura che questo dispositivo taglia - diametro e passo. Sono inseriti in supporti - chiavi e portafiliere - fissati con viti. Tenendo lo strumento di maschiatura nel supporto, viene inserito / inserito nel punto in cui è richiesta una connessione staccabile. Scorrendo il dispositivo, si formano le svolte. Dipende da quanto correttamente il dispositivo è impostato all'inizio del lavoro se le bobine si "appoggiano" in modo uniforme. Pertanto, fare i primi giri cercando di mantenere la struttura uniforme, evitando spostamenti e distorsioni. Dopo alcune rivoluzioni, il processo sarà più semplice.
I fili di diametro medio-piccolo possono essere tagliati manualmente. Tipi difficili (a due e tre vie) o lavorare con grandi diametri con le mani non sono possibili: è richiesto uno sforzo eccessivo. Per questi scopi, viene utilizzata un'attrezzatura meccanizzata speciale - per torni con maschi e matrici fissati ad essi.
Come tagliare correttamente
Puoi applicare filettature a quasi tutti i metalli e le loro leghe: acciaio, rame, alluminio, ghisa, bronzo, ottone, ecc. Non è consigliabile farlo su un ferro caldo: è troppo duro, si sbriciolerà durante il funzionamento e non sarà possibile ottenere curve di alta qualità, il che significa che la connessione sarà inaffidabile.

Strumento per il lavoro
Preparazione
È necessario lavorare su metallo puro: rimuovere ruggine, sabbia e altri contaminanti.Quindi il punto in cui verrà applicato il filo deve essere lubrificato (ad eccezione di ghisa e bronzo - devi lavorare con loro "a secco"). C'è un'emulsione speciale per la lubrificazione, ma in caso contrario, puoi usare sapone inzuppato. Puoi anche usare altri lubrificanti:
- olio di lino per acciaio e ottone;
- trementina per rame;
- cherosene - per l'alluminio.
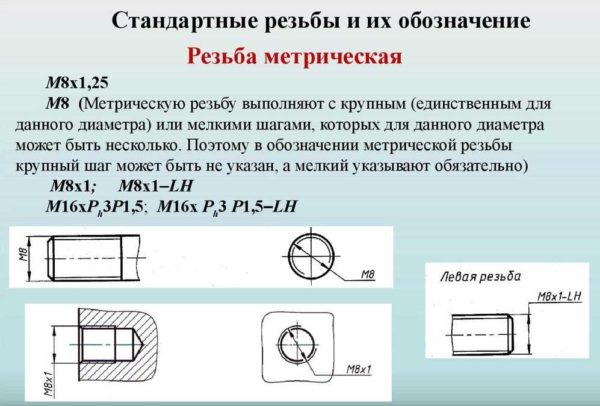
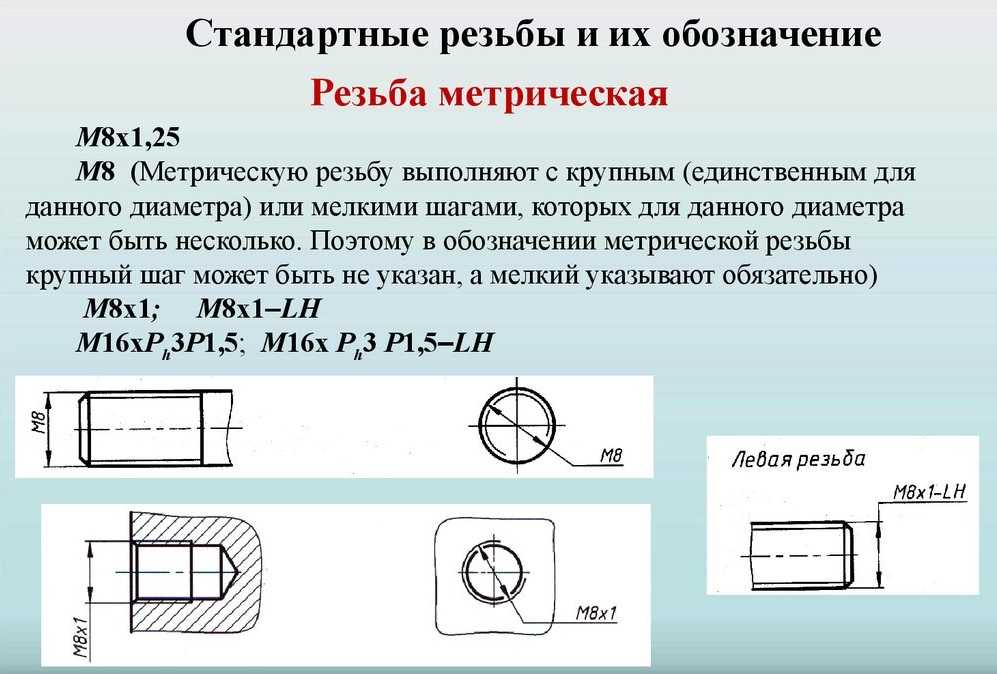
Opzioni di filettatura metrica
Spesso puoi sentire il consiglio di usare olio per macchine, olio minerale o persino strutto quando tagli i fili. Funzionano bene, ma gli esperti dicono che è meglio non farlo: i trucioli si attaccheranno alla sostanza viscosa, il che porterà a una rapida usura del maschio o dello stampo.
Processo di affettatura
Quando si taglia una filettatura esterna, lo stampo viene posizionato rigorosamente perpendicolare alla superficie del tubo o dell'asta. Durante il funzionamento, non dovrebbe scodinzolare, altrimenti le curve risulteranno irregolari e la connessione sarà brutta e inaffidabile. Le prime svolte sono particolarmente importanti. Dipende da come "giacciono" se la connessione sarà poi distorta.
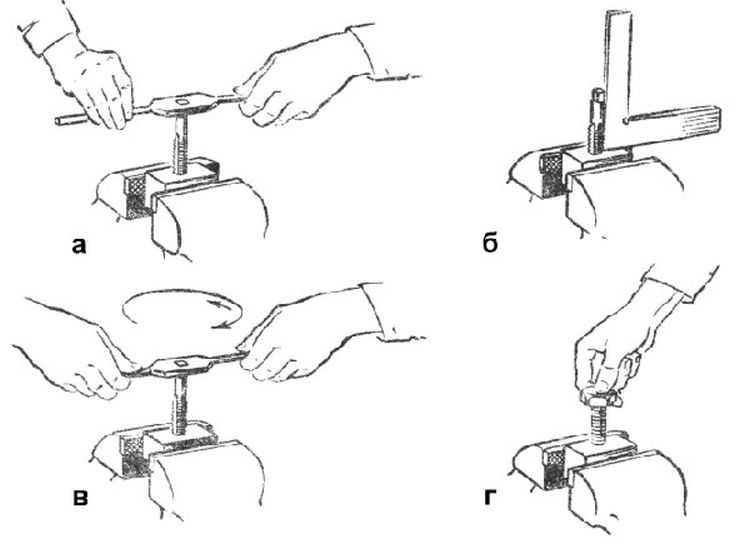
Applicando una filettatura interna, la parte viene fissata immobile. Se è un piccolo pezzo, puoi afferrarlo in una morsa. Se la piastra è grande, fissarla con i metodi disponibili, ad esempio fissandola con barre. M
Il maschio viene inserito nel foro in modo che il suo asse sia parallelo all'asse del foro. Con poco sforzo, a poco a poco, iniziano a girare in una determinata direzione. Non appena senti che la resistenza è aumentata, svita il rubinetto e puliscilo dai trucioli. Dopo la pulizia, il processo continua.
Processo di taglio delle foto
Quando si filtra un foro cieco, la sua profondità dovrebbe essere leggermente più profonda del necessario: questo eccesso dovrebbe includere la punta del maschio. Se questo è strutturalmente impossibile, la punta viene tagliata dal rubinetto. Allo stesso tempo, non è adatto per ulteriori operazioni, ma non c'è altra via d'uscita.
Affinché le spire siano di alta qualità, vengono utilizzati due maschi o matrici: uno grezzo e uno di finitura. La prima passata viene eseguita con la sgrossatura, la seconda con la finitura. Esistono anche dispositivi di filettatura combinati. Ti permettono di fare tutto in una volta.
Un altro consiglio pratico: in modo che i trucioli non cadano nell'area di lavoro, durante il taglio, fare un giro completo in senso orario, poi mezzo giro in senso antiorario. Dopodiché, riporta lo strumento nel punto in cui si è fermato e fai di nuovo una rivoluzione. Questo viene continuato fino alla lunghezza richiesta.
Tabelle per la selezione del diametro della punta per la filettatura
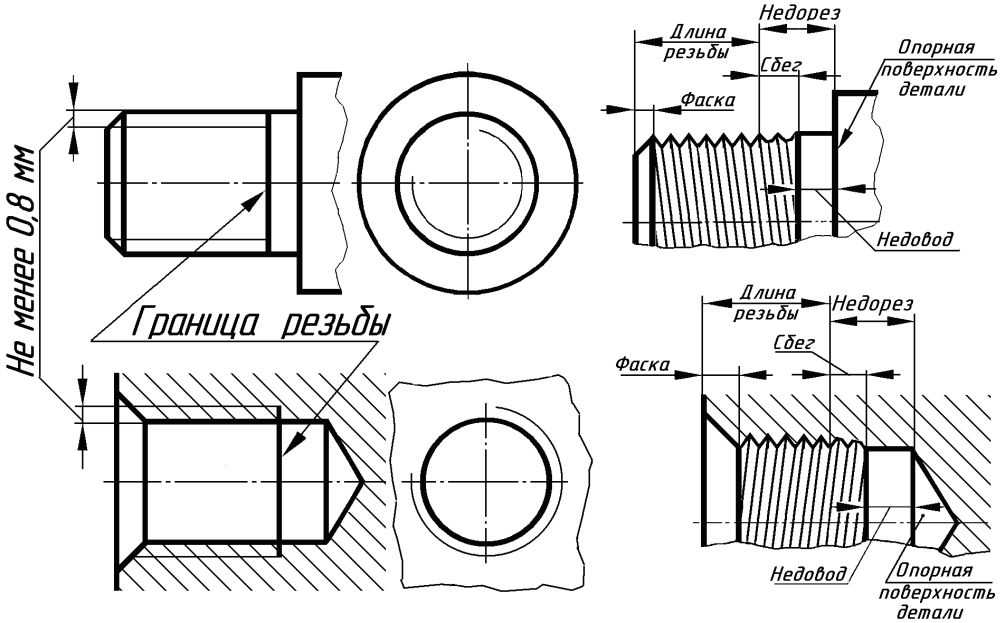
Quando si esegue una filettatura interna, viene preforato un foro. Non è uguale al diametro del filo, poiché durante il taglio, parte del materiale non viene rimossa sotto forma di trucioli, ma viene spremuta, aumentando la dimensione delle sporgenze. Pertanto, prima dell'applicazione, è necessario selezionare il diametro della punta per la filettatura. Questo può essere fatto usando le tabelle. Sono disponibili per ogni tipo di filettatura, ma qui ci sono i più popolari: metrico, pollici, tubo.
| Filettatura metrica | Filettatura in pollici | Filettatura del tubo | |||||
|---|---|---|---|---|---|---|---|
| Diametro del filo, pollici | Passo filettatura, mm | Diametro punta, mm | Diametro del filo, pollici | Passo filettatura, mm | Diametro punta, mm | Diametro del filo, pollici | Diametro foro filettatura, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Ancora una volta, attiriamo la vostra attenzione sul fatto che il diametro del trapano per il filo è dato per un filo grosso (filo standard).
Tabella diametro stelo filettatura esterna
Quando si lavora in una filettatura esterna, la situazione è molto simile: parte del metallo viene spremuta, non tagliata. Pertanto, il diametro dell'asta o del tubo su cui è applicata la filettatura dovrebbe essere leggermente inferiore. Quanto è accurato: vedere la tabella seguente.
| Diametro filettatura, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Diametro stelo, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
-
 Taglierina per cartongesso: uno strumento per collegare rapidamente i profili
Taglierina per cartongesso: uno strumento per collegare rapidamente i profili
-
 Cesoie per il taglio di tubi: polipropilene (PPR), plastica, metallo-plastica
Cesoie per il taglio di tubi: polipropilene (PPR), plastica, metallo-plastica
-
 Selezione rivettatrice (rivettatrice)
Selezione rivettatrice (rivettatrice)
-
 Come scegliere un ramo da giardino e un trinciaerba - I migliori modelli
Come scegliere un ramo da giardino e un trinciaerba - I migliori modelli
-
 Quali trattori con guida da terra e motocoltivatori sono migliori
Quali trattori con guida da terra e motocoltivatori sono migliori





Tabella dei fili. Prima colonna. Filettatura metrica d.b. già in mm, è quindi metrico.
Emendamento. Tabella filettatura femmina, intestazione 1a colonna