Hulstørrelser: borde, værktøj, skæreproces
For at klippe en indvendig tråd på en del skal du først bore et hul. Dens størrelse er ikke lig med tråddiameteren, men skal være lidt mindre. Du kan finde borediameteren til tråden i en speciel tabel, men til dette skal du også kende trådtypen.
Gevindparametre bestemmer borediameteren
Indholdet af artiklen
Hovedindstillinger
Enhver tråd er karakteriseret ved to parametre:
- diameter (D);
- trin (P) - afstanden fra en sløjfe til en anden.
De bestemmes af GOST 1973257-73. Et stort trin betragtes som normalt, men flere mindre svarer til det. Lille tonehøjde anvendes, når den påføres på tyndvæggede produkter (rør med en tynd væg). De foretager også en lille drejning, hvis den anvendte tråd er en måde at justere parametre på. Et lille trin mellem drejningerne udføres også for at øge forbindelsens tæthed og overvinde fænomenet med selvskruing af delen. I andre tilfælde skæres et standard (stort) trin.
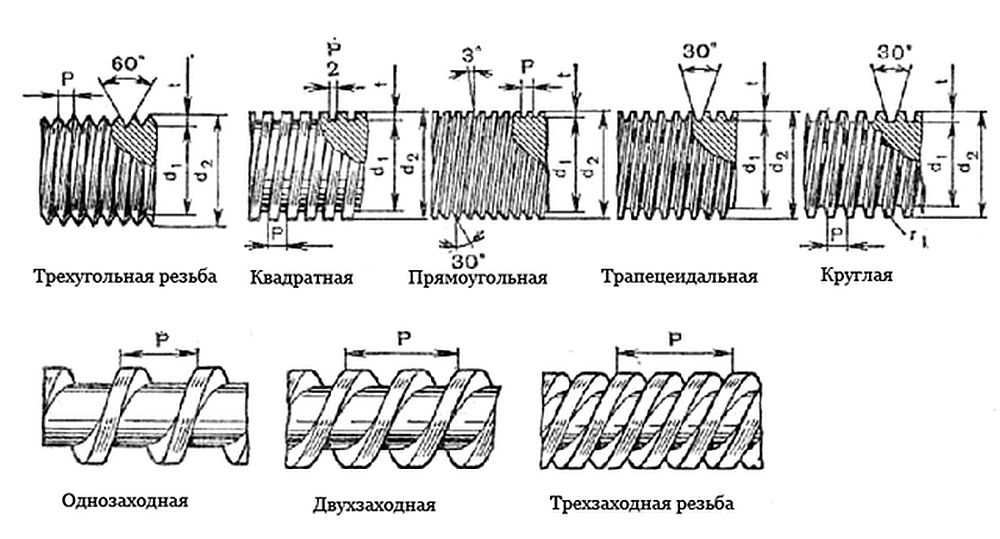
Trådtyper og deres vigtigste egenskaber
Der er mange trådtyper, da hver har sine egne dannelsesegenskaber, er diameteren af hullet til tråden forskellig i hvert tilfælde. Alle ordineres i GOST'er, men ofte bruger de trekantede metriske og tilspidsede metriske tråde. Vi vil tale om dem yderligere.
Vi ser normalt trekantede gevind på bolte og andre lignende fastgørelseselementer, tilspidset - på de fleste VVS-produkter, der involverer en aftagelig forbindelse.
Gadgets
Til DIY udskæring anvendes små værktøjer:
- matricer (de kaldes også lerki) til påføring af sving udefra (normalt på et rør eller en metalstang (pin);
- haner - indvendigt (her skal du lave et hul til dem på forhånd).

Tryk på (øverst) og dør (nederst)

Alle disse enheder er lavet af legeringer, der er kendetegnet ved øget styrke og slidstyrke. På overfladen påføres riller og riller, ved hjælp af hvilke deres spejlbillede opnås på emnet.
Ethvert tryk eller matrice er markeret - de har en indskrift, der angiver den type tråd, som denne enhed skærer - diameter og stigning. De indsættes i holdere - skruenøgler og matrixholdere - fastgjort der med skruer. Når tappeværktøjet holdes i holderen, sættes det på / indsættes på det sted, hvor en aftagelig forbindelse er påkrævet. Ved at rulle enheden dannes drejninger. Det afhænger af, hvor korrekt enheden er indstillet i starten af arbejdet, om spolerne "lægger sig" jævnt. Gør derfor de første drejninger for at holde strukturen jævn, undgå forskydninger og forvridninger. Efter et par revolutioner er foretaget, bliver processen lettere.
Tråde med lille til medium diameter kan skæres manuelt. Vanskelige typer (to- og trevejs) eller arbejde med store diametre med hænderne er ikke mulig - der kræves for meget indsats. Til disse formål anvendes specielt mekaniseret udstyr - til drejebænke med vandhaner og matricer fastgjort til dem.
Sådan skæres korrekt
Du kan anvende tråde på næsten ethvert metal og deres legeringer - stål, kobber, aluminium, støbejern, bronze, messing osv. Det anbefales ikke at gøre det på et varmt strygejern - det er for hårdt, det smuldrer under drift, og det er ikke muligt at opnå sving af høj kvalitet, hvilket betyder, at forbindelsen er upålidelig.

Værktøj til arbejde
Forberedelse
Det er nødvendigt at arbejde på rent metal - fjern rust, sand og andre forurenende stoffer.Derefter skal det sted, hvor tråden skal påføres, smøres (undtagen støbejern og bronze - du skal arbejde med dem "tørre"). Der er en særlig emulsion til smøring, men hvis ikke, kan du bruge gennemblødt sæbe. Du kan også bruge andre smøremidler:
- linolie til stål og messing;
- terpentin til kobber;
- petroleum - til aluminium.
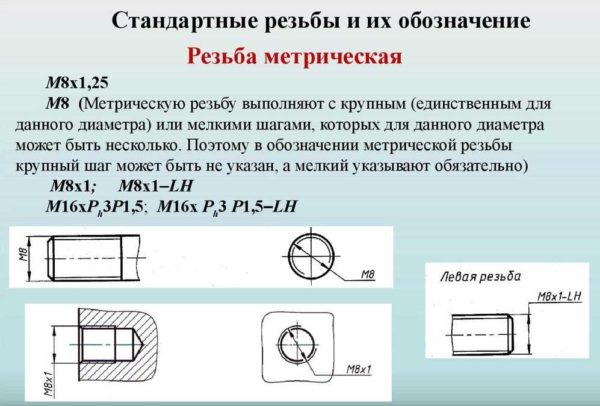
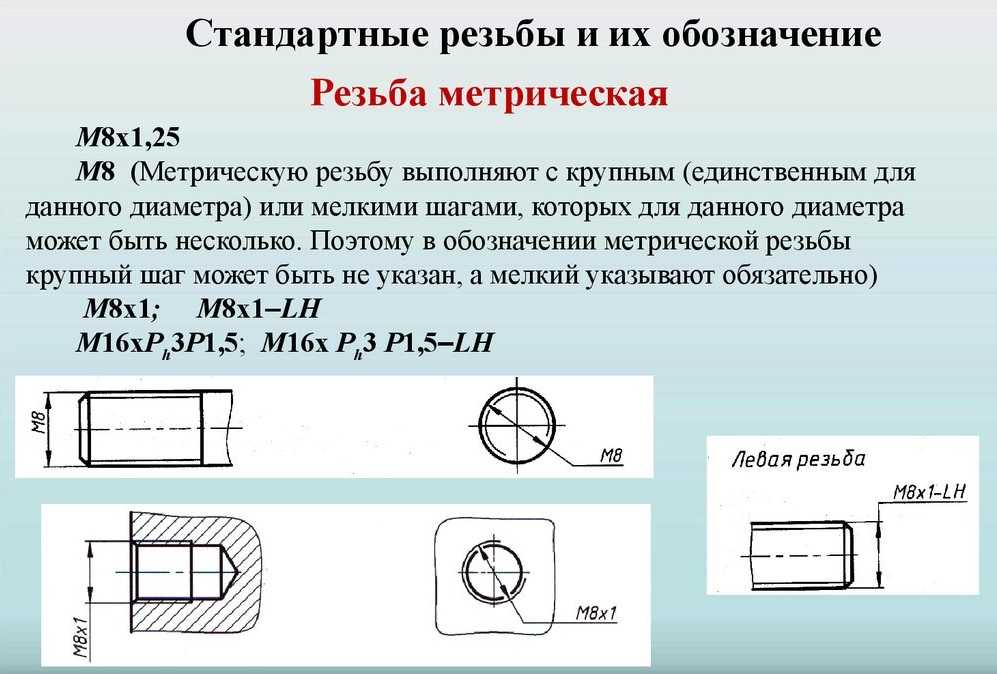
Metriske trådindstillinger
Du kan ofte høre råd om at bruge maskinolie, mineralolie eller endda svinefedt, når du skærer tråde. De fungerer godt, men eksperter siger, at det er bedre ikke at gøre dette - chipsene holder fast i det tyktflydende stof, hvilket vil føre til hurtigt slid på hanen eller dø.
Udskæring proces
Ved skæring af udvendige gevind placeres matricen strengt vinkelret på overfladen af røret eller stangen. Når du arbejder, skal det ikke vække, ellers viser svingene sig at være ujævne, og forbindelsen vil være grim og upålidelig. De første drejninger er især vigtige. Det afhænger af, hvordan de "lægger", om forbindelsen derefter bliver skæv.
Ved at anvende en indvendig gevind fastgøres delen ubevægelig. Hvis det er et lille stykke, kan du gribe det i en skruestik. Hvis pladen er stor, skal du sikre den med tilgængelige metoder, for eksempel ved at fastgøre den med stænger. M
Hanen er indsat i hullet, så dens akse er parallel med hullets akse. Med lidt indsats, lidt efter lidt, begynder de at vride sig i en given retning. Så snart du føler, at modstanden er øget, skal du skrue vandhanen tilbage og rense den for chips. Efter rengøringen fortsætter processen.
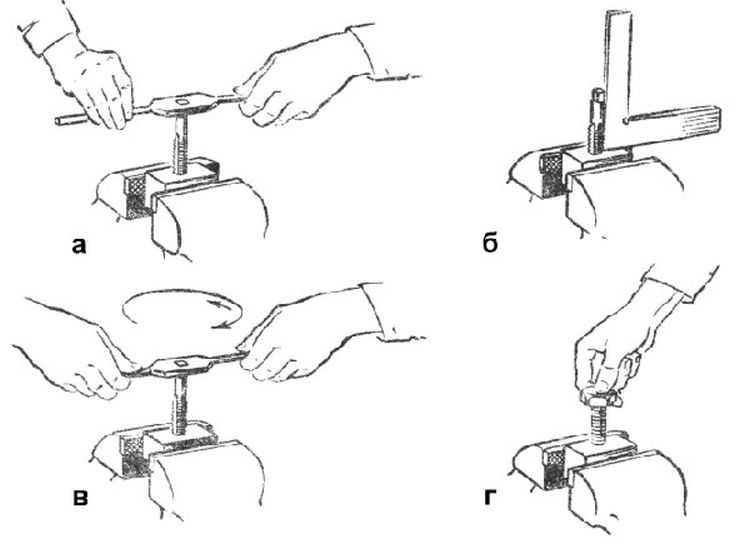
Foto skæreproces
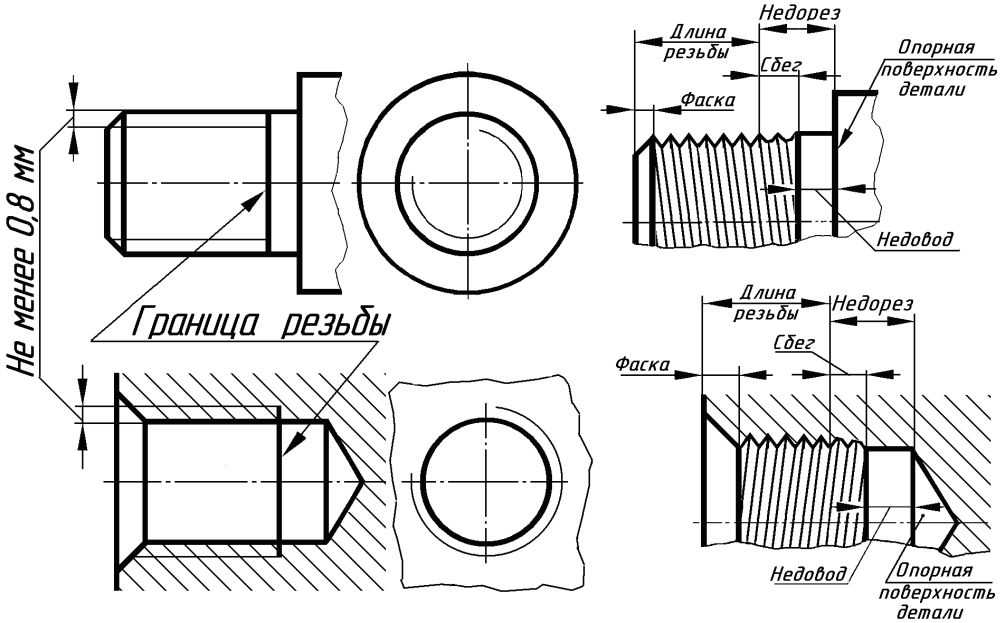
Når der tappes på et blindhul, skal dybden være lidt dybere end krævet - dette overskud skal omfatte hanens spids. Hvis dette strukturelt er umuligt, afskæres spidsen fra vandhanen. Samtidig er det ikke egnet til videre drift, men der er ingen anden udvej.
For at drejningerne skal være af høj kvalitet, anvendes to vandhaner eller matricer - en ru og en efterbehandling. Den første pasning er færdig med skrubning, den anden - efterbehandling. Der er også kombinerede gevindindretninger. De giver dig mulighed for at gøre alt på én gang.
Et andet praktisk tip: så chips ikke falder ind i arbejdsområdet, når du skærer, skal du dreje en hel omgang med uret og derefter en halv omgang mod uret. Derefter skal du returnere værktøjet til det sted, hvor det stoppede, og foretage en revolution igen. Dette fortsættes indtil den krævede længde.
Tabeller til valg af diameter på boret til tråden
Når der oprettes en indvendigt gevind, bores der et hul til den. Det er ikke lig med tråddiameteren, da en del af materialet ikke fjernes i form af chips ved skæring, men presses ud, hvilket øger fremspringets størrelse. Derfor skal du inden boringen vælge diameteren på boret til tråden. Dette kan gøres ved hjælp af tabeller. De er tilgængelige for hver type tråd, men her er de mest populære - metrisk, tomme, rør.
| Metrisk tråd | Tommer tråd | Rørtråd | |||||
|---|---|---|---|---|---|---|---|
| Gevinddiameter, tommer | Trådhældning, mm | Borediameter, mm | Gevinddiameter, tommer | Trådhældning, mm | Borediameter, mm | Gevinddiameter, tommer | Gevindhullets diameter, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Endnu en gang henleder vi din opmærksomhed på, at borediameteren til tråden er angivet for en grov (standard gevind).
Udvendigt gevindstangdiameterbord
Når du arbejder i en ekstern tråd, er situationen meget ens - en del af metallet presses ud og ikke afskæres. Derfor skal diameteren af stangen eller røret, hvorpå tråden påføres, være lidt mindre. Hvor præcist - se nedenstående tabel.
| Gevinddiameter, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Stangdiameter, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |










Trådbord. Første kolonne. Metrisk gevind d.b. allerede i mm er det derfor metrisk.
Ændring. Tabel til indvendigt gevind, 1. kolonneoverskrift