Velikosti otvorů: stoly, nástroje, proces řezání
Chcete-li vyříznout vnitřní závit na součásti, musíte nejprve vyvrtat otvor. Jeho velikost se nerovná průměru závitu, ale měla by být o něco menší. Průměr vrtáku pro závit najdete ve speciální tabulce, ale k tomu potřebujete znát také typ závitu.
Parametry závitu určují průměr vrtáku
Obsah článku
Hlavní nastavení
Libovolné vlákno se vyznačuje dvěma parametry:
- průměr (D);
- krok (P) - vzdálenost z jedné smyčky do druhé.
Jsou stanoveny GOST 1973257-73. Velký krok je považován za normální, ale odpovídá mu několik menších. Malá rozteč se používá při aplikaci na tenkostěnné výrobky (tenkostěnné trubky). Také udělají malý obrat, pokud je aplikovaný závit způsob úpravy jakýchkoli parametrů. Také se provede malý krok mezi závity, aby se zvýšilo těsnost spojení a překonal fenomén samořezání dílu. V ostatních případech je oříznut standardní (velký) krok.
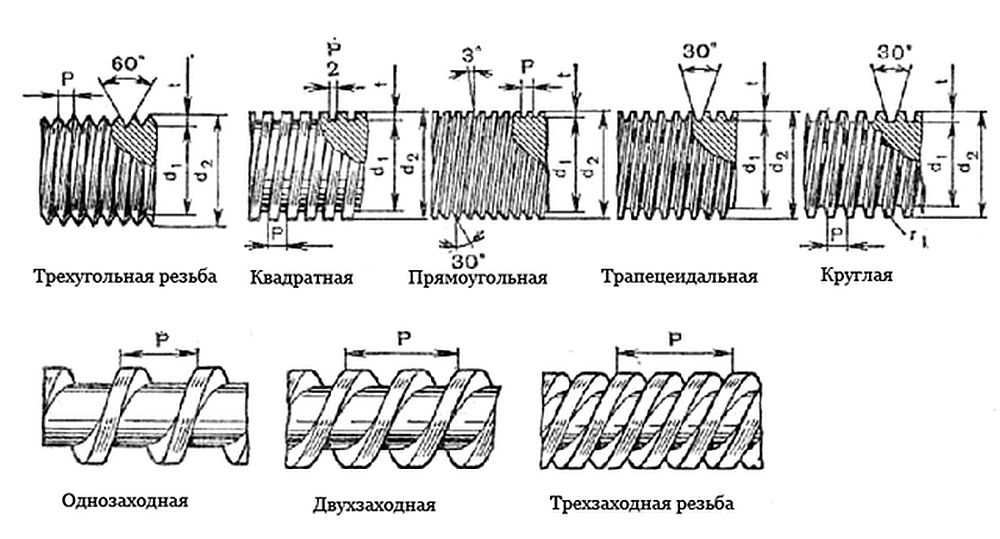
Druhy nití a jejich hlavní charakteristiky
Existuje mnoho druhů nití, protože každá má své vlastní charakteristiky formování, průměr otvoru pro nit je v každém případě jiný. Všechny jsou vysvětleny v GOST, ale nejčastěji používají metrické a trojúhelníkové metrické závity. Budeme o nich hovořit dále.
Obvykle vidíme trojúhelníkové závity na šroubech a jiných podobných spojovacích prvcích, zúžené - u většiny instalatérských výrobků, které zahrnují odnímatelné spojení.
Gadgety
Pro řezbářské práce se používají malé nástroje:
- raznice (nazývají se také lerki) pro tažení zvenčí (obvykle na trubce nebo kovové tyči (kolíku);
- kohoutky - pro vnitřní (zde jim musíte předem udělat otvor).

Klepněte (nahoře) a zemřete (dole)

Všechna tato zařízení jsou vyrobena ze slitin, které se vyznačují zvýšenou pevností a odolností proti oděru. Na jejich povrchu jsou aplikovány drážky a drážky, pomocí nichž je získán jejich zrcadlový obraz na obrobku.
Jakýkoli závitník nebo matrice jsou označeny - mají nápis označující typ závitu, který toto zařízení řeže - průměr a stoupání. Vkládají se do držáků - klíčů a držáků matric - připevněných tam šrouby. Držte poklepávací nástroj v držáku a nasaďte jej / zasuňte na místo, kde je požadováno odpojitelné připojení. Rolováním zařízení se vytvářejí zatáčky. Záleží na tom, jak správně je zařízení nastaveno na začátku práce, zda budou cívky „ležet“ rovnoměrně. Proto se první zatáčky snažte udržet strukturu rovnoměrnou, vyhýbejte se posunům a zkreslení. Po několika revolucích bude proces snazší.
Nitě malého a středního průměru lze řezat ručně. Obtížné typy (obousměrné a třícestné) nebo práce s velkým průměrem pomocí rukou nejsou možné - je třeba vynaložit příliš mnoho úsilí. Pro tyto účely se používá speciální mechanizované zařízení - pro soustruhy, na které jsou připevněny závitníky a matrice.
Jak správně řezat
Nitě můžete aplikovat na téměř jakýkoli kov a jeho slitiny - ocel, měď, hliník, litinu, bronz, mosaz atd. Nedoporučuje se to dělat na horkém žehličce - je to příliš tvrdé, během provozu se rozpadne a nebude možné dosáhnout vysoce kvalitních zatáček, což znamená, že spojení bude nespolehlivé.

Nástroj pro práci
Příprava
Je nutné pracovat na čistém kovu - odstranit rzi, písek a jiné nečistoty.Poté je třeba místo, kde bude nit aplikována, namazat (kromě litiny a bronzu - musíte s nimi pracovat „na sucho“). K mazání existuje speciální emulze, ale pokud ne, můžete použít namočené mýdlo. Můžete také použít jiná maziva:
- lněný olej na ocel a mosaz;
- terpentýn pro měď;
- petrolej - na hliník.
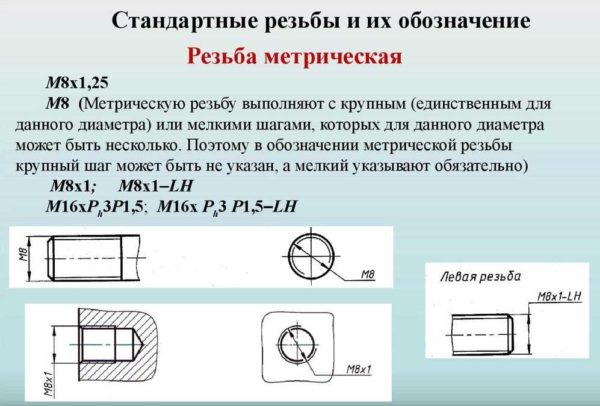
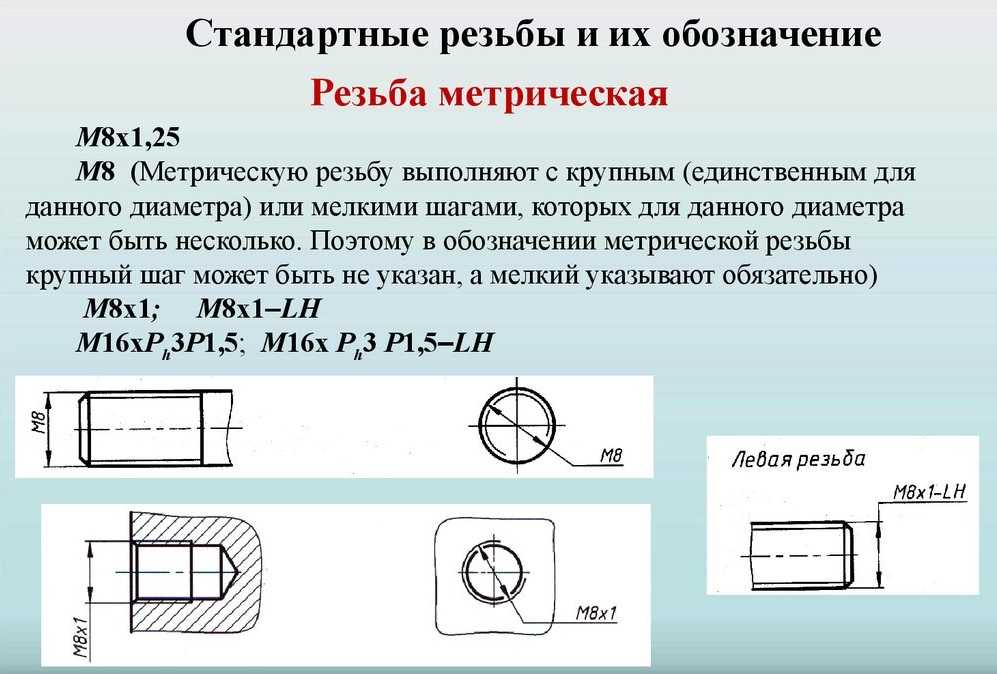
Možnosti metrických závitů
Při řezání závitů můžete často slyšet doporučení používat strojní olej, minerální olej nebo dokonce sádlo. Fungují dobře, ale odborníci tvrdí, že je lepší to nedělat - třísky se budou lepit na viskózní látku, což povede k rychlému opotřebení kohoutku nebo matrice.
Proces krájení
Při řezání vnějšího závitu je matrice umístěna striktně kolmo na povrch trubky nebo tyče. Během provozu by se nemělo vrtět, jinak se otočení ukáže jako nerovnoměrné a spojení bude ošklivé a nespolehlivé. Obzvláště důležité jsou první zatáčky. Závisí to na tom, jak „položí“, zda bude spojení potom zkosené.
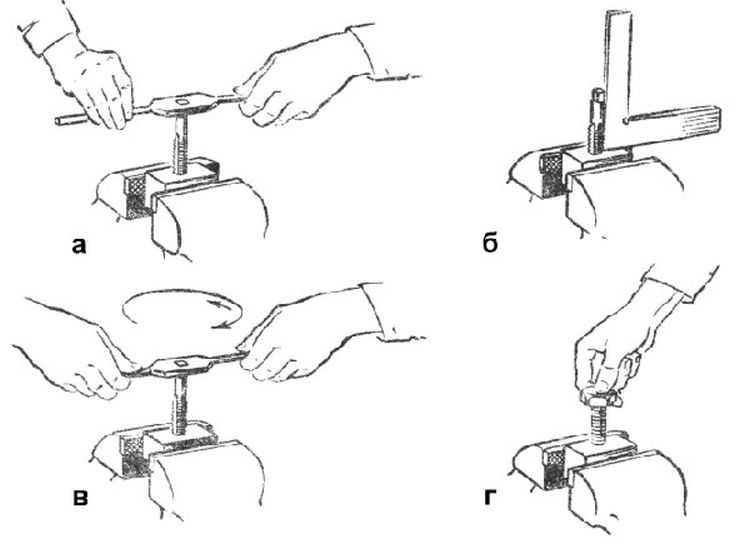
Použitím vnitřního závitu je díl nehybný. Pokud je to malý kousek, můžete jej uchopit ve svěráku. Pokud je deska velká, zajistěte ji dostupnými způsoby, například fixací pomocí tyčí. M
Kohoutek je vložen do otvoru tak, aby jeho osa byla rovnoběžná s osou otvoru. S malým úsilím, kousek po kousku, se začínají kroutit daným směrem. Jakmile pocítíte, že se odpor zvýšil, odšroubujte zpět kohoutek a očistěte jej od třísek. Po vyčištění proces pokračuje.
Proces krájení fotografií
Při poklepávání slepé díry by měla být její hloubka o něco hlubší, než je požadováno - tento přebytek by měl zahrnovat špičku závitníku. Pokud je to konstrukčně nemožné, je hrot odříznut od kohoutku. Současně není vhodný pro další provoz, ale neexistuje jiné východisko.
Aby byly zákruty vysoce kvalitní, používají se dva závitníky nebo matrice - hrubý a dokončovací. První průchod se provádí hrubování, druhý - dokončování. Existují také kombinovaná podprocesová zařízení. Umožňují vám dělat vše najednou.
Další praktický tip: aby třísky nespadly do pracovní oblasti, proveďte při řezání jednu celou otáčku ve směru hodinových ručiček, poté půl otáčky proti směru hodinových ručiček. Poté nástroj vraťte na místo, kde se zastavil, a proveďte znovu jednu revoluci. Takto se pokračuje až do požadované délky.
Tabulky pro výběr průměru vrtáku pro závit
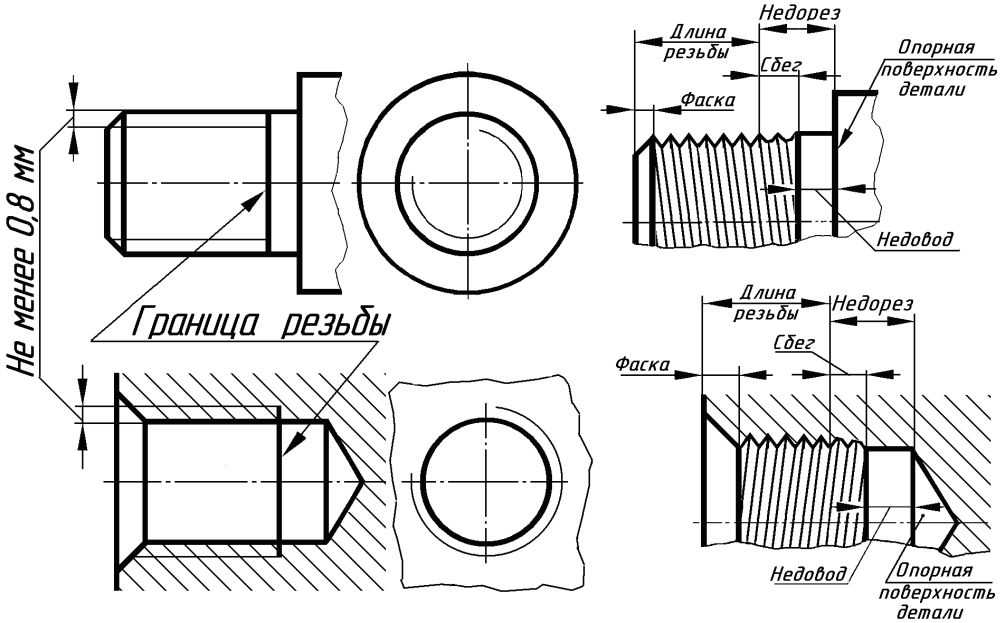
Při výrobě vnitřního závitu je pro něj předvrtán otvor. To se nerovná průměru závitu, protože při řezání se část materiálu neodstraňuje ve formě třísek, ale je vytlačována, čímž se zvětšuje velikost výstupků. Proto před aplikací musíte vybrat průměr vrtáku pro závit. To lze provést pomocí tabulek. Jsou k dispozici pro každý typ závitu, ale zde jsou ty nejoblíbenější - metrický, palcový, trubkový.
| Metrický závit | Palcový závit | Trubkový závit | |||||
|---|---|---|---|---|---|---|---|
| Průměr závitu, palce | Stoupání závitu, mm | Průměr vrtáku, mm | Průměr závitu, palce | Stoupání závitu, mm | Průměr vrtáku, mm | Průměr závitu, palce | Průměr otvoru pro závit, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Ještě jednou upozorňujeme na skutečnost, že průměr vrtáku pro závit je uveden pro hrubý (standardní závit).
Tabulka průměrů vnější závitové tyče
Při práci s vnějším závitem je situace velmi podobná - část kovu je vytlačena, nikoli odříznuta. Průměr tyče nebo trubky, na kterou je závit aplikován, by proto měl být o něco menší. Jak přesné - viz tabulka níže.
| Průměr závitu, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Průměr tyče, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |










Tabulka závitů. První sloupec. Metrický závit d.b. již v mm, je tedy metrický.
Pozměňovací návrh. Tabulka s vnitřním závitem, záhlaví 1. sloupce