Volba elektrod pro svařovací invertor
Pro začínajícího svářeče může být výběr elektrody problémem: existuje více než dvě stě značek s různými vlastnostmi, účelem a vlastnostmi. Asi 100 značek je navíc vhodných pro ruční svařování elektrickým obloukem pomocí invertorových strojů. Je nemožné říci o každém, ano, nejprve, není to nutné. Pojďme si jen stručně popsat hlavní typy a které elektrody pro invertorové svařování jsou nejvhodnější pro začátečníky. Budeme také hovořit o tom, jaký průměr je třeba vzít a jaký proud nastavit pro svařování kovu různých tloušťek.
Obsah článku
Co je to elektroda a na co se nanáší povlak
Elektroda je kus kovového drátu potaženého speciálním povlakem. Během svařování se jádro roztaví z teploty oblouku. Současně povlak hoří a taví se a vytváří oblak ochranného plynu kolem oblasti svařování - svarové lázně. Blokuje přístup ke kyslíku ve vzduchu. V procesu spalování směsi se její část přemění na kapalný stav a pokryje roztavený kov tenkou vrstvou, což ho také chrání před interakcí s kyslíkem. Povlak tedy zajišťuje dobrou kvalitu svaru.
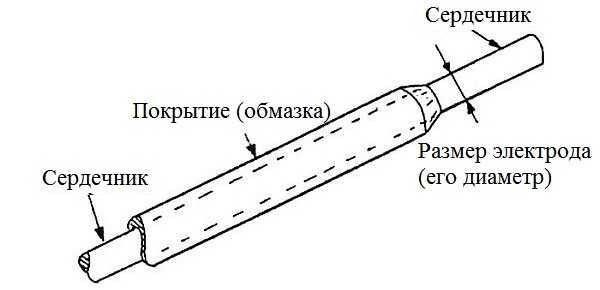
Svařovací elektroda se skládá z jádra a ochranného povlaku
Před zahájením svařování je zkontrolována jakákoli elektroda: povlak by neměl mít třísky. Jinak nedosáhnete rovnoměrného zahřívání a vysoce kvalitního švu. Věnujte také pozornost hrotu elektrody: tloušťka povlaku by měla být ze všech stran stejná. Pak oblouk vyjde ve středu. V opačném případě bude přemístěn. Pro zkušené svářeče to není děsivé, ale pro začátečníky to může způsobit hmatatelné problémy.
Je nutné sledovat obsah vlhkosti v povlaku. Některé z nich se při vysoké vlhkosti velmi špatně zapalují (například SSSI). V souvislosti s takovou „vrtošivostí“ povlaku je nutné je skladovat na suchém místě, přičemž je třeba zajistit, pokud možno, hermeticky uzavřené obaly. Krabici můžete dát do sáčku a také tam dát pár sáčků soli, které jsou v krabičkách na boty.
Nestojí za to koupit mokré elektrody: mohou být samozřejmě sušeny, ale jejich vlastnosti se sníží. Pokud se přesto stalo, že jsou elektrody vlhké, lze je sušit v běžné domácí peci při nízkých teplotách (obvykle jsou uvedeny na obalu). Druhým způsobem je umístit jej na dlouhou dobu do suché, dobře větrané místnosti.

Povlak (ochranný povlak) elektrod je: zásaditý, rutilový, celulózový a kyselý
Druhy povlaků a jejich vlastnosti
Existují pouze čtyři typy povlaků:
- Základní.
- Rutil.
- Kyselý.
- Celulózový.
Základní (SSSI) a celulózové povlaky jsou vhodné pouze pro DC svařování. Lze je použít na kritické švy: vytvářejí silný, pružný šev, který je odolný vůči rázovým zatížením.

Existuje více než 200 značek elektrod pro svařování, přibližně 100 z nich lze použít pro ruční svařování elektrickým obloukem
Další dva (rutil a kyselý) - mohou pracovat při svařování střídavým a stejnosměrným proudem. Kyselý povlak je ale velmi toxický: uvnitř můžete pracovat, pouze pokud je pracoviště vybaveno nuceným tahem.
Rutilní povlak má nazelenalý nebo modrý odstín, elektrody se snadno zapálí. Dobře se zapálí, i když má střídač nízké napětí naprázdno (pro spolehlivé zapálení hlavního povlaku je vyžadována dobrá charakteristika proudového napětí, jak si vybrat invertorový svařovací stroj, přečtěte si zde.).Při svařování rutilovými elektrodami (MP-3) kov stěží stříká, ale je zde spousta strusky a nedochází k jejímu snadnému odchodu: musíte pracovat kladivem.
Mohlo by vás zajímat jak svařovat altán z kovové trubky nebo jak vyrobit boudu na rámu z trubky.
Jak si vybrat elektrody pro svařování invertorem
Nejprve je vybráno složení jádra: mělo by to být podobné typu svařovaného kovu. V domácnostech se nejčastěji používají konstrukční oceli. Je to ze stejného drátu, kterým by měly být elektrody. Někdy ještě musíte vařit nerezovou ocel. Pak musí být jádro také vyrobeno z nerezové oceli a pro vysoce legované a žáruvzdorné jsou vyrobeny z kovu se stejnými vlastnostmi.
Veškeré domácí práce nebo stavební práce můžete provádět pouze pomocí několika značek elektrod:
- MP-3
- SSSI 13/55
- ANO 21
- OK 63,34
Mnoho lidí je uznává jako nejlepší nováčkové elektrody, se kterými pracují invertorové svářečky: je s nimi snazší pracovat, zároveň vám umožňují vařit vysoce kvalitní švy i při absenci významných zkušeností. Níže jsou uvedeny charakteristiky a obecné použití těchto spotřebních materiálů, které mnozí odborníci považují za dobré elektrody pro střídač. V každém případě jsou často doporučovány pro začínající svářeče, aby získali zkušenosti.
Rutilně potažené elektrody MP 3

Pro provoz na střídači vyzkoušejte elektrody ANO 21
Pracují se střídavým i stejnosměrným proudem jakékoli polarity. Před svařováním je nutné tepelné zpracování: kalcinují se při teplotě 120 ° C po dobu 40 minut.
| Průměr, mm | Dolní poloha elektrody | Svislá poloha elektrody | Poloha horní elektrody |
|---|---|---|---|
| 2 | síla proudu 50-90 A | síla proudu 50-70 A | síla proudu 70-90 A |
| 2,5 | síla proudu 60-110 A | síla proudu 60-90 A | proudová síla 80100 A |
| 3 | proudová síla 90-140 A | síla proudu 80-100 A | proudová síla 100-130 A |
Elektrody z nerezové oceli OK 63.34
Pokud potřebujete svařovat nerezovou ocel, zkuste to OK 63.34. Mohou být také použity k vaření konstrukční oceli. Výsledkem je šev s mělkou vlnou s plynulým přechodem na hlavní povrch kovu. Množství strusky je malé, snadno se odbourává.
S touto elektrodou je dobré vařit svislé švy v kovu 6-8 mm, procházející shora dolů. Vhodné pro víceprůchodové svařování na tupo a břiše. Pracuje se stejnosměrným a střídavým proudem jakékoli polarity, minimálním napětím naprázdno - 60 V.

Svařovací elektrody OK 63.34
Potřebujete také masku pro svařování. Abyste si usnadnili práci, vezměte si chameleonská svařovací maska.
Jak zvolit průměr elektrody, jak ji připojit a kterou nastavit intenzitu proudu
Výběr značky elektrod pro střídač není vše. I když jste se rozhodli, zůstanou alespoň tři otázky:
- jaký průměr elektrody použít při svařování;
- jaký proud nastavit;
- na který výstup "+" nebo "-" pro připojení elektrody.
Všechno v pořádku. Začněme tím, jaký průměr elektrody je potřebný pro svařování. Obecně se doporučuje postupovat od tloušťky svařovaných kovů: pro malé tloušťky se elektroda odebírá s průměrem stejné velikosti jako kov. Pokud svařujete kov o tloušťce 3 mm, vezměte elektrody stejné velikosti. Pokud uvaříte něco silnějšího, vezměte odpovídajícím způsobem 4 mm. Pro začátečníky však bude těžké pracovat s velkými elektrodami. Začněte zvládat svařování o tloušťce kovu 3-4 mm. K tomu použijte elektrody 3 mm, nebo jak se říká „tři“.
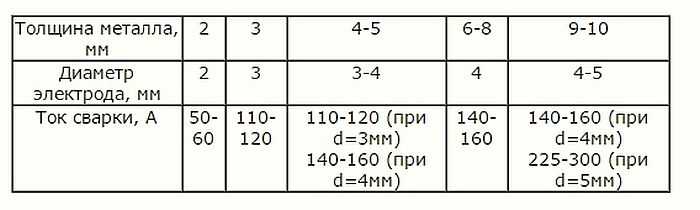
Obecná doporučení pro výběr průměru elektrody v závislosti na tloušťce kovu
Pokud jde o to, na jaký výstup připojit elektrody. Specifikace na obalu s největší pravděpodobností udávají, pro kterou polaritu je elektroda určena. Při zpětném připojení na kladný výstup připojte elektrodu k zápornému pólu, který je zaháknut na část. S přímou polaritou se na část umístí plus, na elektrodu se aplikuje minus. Jak to vypadá na svařovacím střídači, je zobrazeno na fotografii.

Polarita připojení vpřed a vzad na svařovacím střídači
Jak se tyto dva typy připojení liší? Tok elektronů má jiný směr. Jak víte, elektrony se pohybují od „minus“ do „plus“. Při svařování se tedy ukazuje, že prvek, který je připojen k „+“, se více zahřívá. Změnou režimů připojení můžete ovládat intenzitu ohřevu kovu.
Uvažujme o několika situacích. Například máte 3 mm elektrodu a 2 mm kov. Pokud na součást použijete „+“, může dojít k vyhoření. Proto je v tomto případě lepší použít obrácenou polaritu, při které se elektroda bude více zahřívat. Pokud chcete svařovat 6 mm kov se stejným tripletem, je lepší to udělat s přímou polaritou: tímto způsobem bude ohřev kovu hlubší a šev bude odolnější.
Jak si vybrat svařovací invertorový stroj si přečtěte zde... Může vás zajímat konstrukce plotu z vlnité lepenky.
Svařovací proud
Obecně se při instalaci elektrody nastavuje svařovací proud střídače v závislosti na průměru použité elektrody. Obecně platí, že na každém balení jsou doporučení, ale můžete se bez nich obejít: na každý milimetr průměru odeberou 20 až 30 ampér proudu. Ukázalo se, že je to docela široká škála, ale pak musíte ještě vzít v úvahu, jak položíte šev: s oddělením nebo bez něj. Pro svařování bez separace jsou nastaveny nižší proudy, s separací - vyšší.
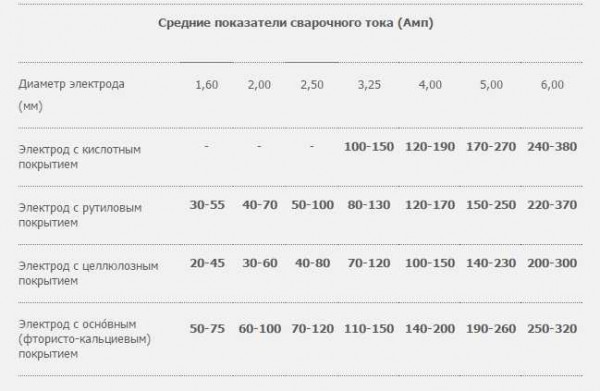
Jaký proud by měl být vařený s různými elektrodami (obecná doporučení, vyberte přesně empiricky)
Například pro elektrodu o průměru 3 mm se vypočtený proud získá od 60 A do 90 A. Ve skutečnosti fungují v rozsahu od 30 A do 140 A. Při svařování bez oddělování je nastaven proud řádově 70-90 A s oddělováním - 90-120 A. Tyto parametry mohou „kráčet“ v obou směrech: záleží také na rychlosti pohybu hrotu elektrody, na značce a „tekutosti“ svařované oceli, na poloze švu (pro svislý a vodorovný šev dávají o něco méně, pro strop - ještě méně).
Obecně platí, že ani proudy doporučené výrobcem zdaleka nejsou požadavkem. Začněte s nimi a poté si vyberte, aby bylo pro vás výhodné pracovat a šev se ukázal být dobrý. Měli byste získat kvalitní spojení a experimentálně zvolíte poměr aktuální síly a rychlosti pohybu. Přitom se řiďte stavem svarové lázně. Je vaším hlavním ukazatelem kvality.
O jak vařit s invertorovým svařováním čtěte zde.
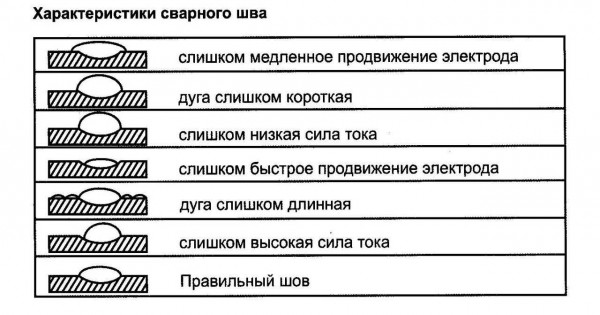
Chyby, které se mohou vyskytnout při svařování
Nyní víte nejen to, jak zvolit elektrody pro svařování invertorem, ale také jak je připojit, jaký průměr potřebují pro tuto práci a jak zvolit proud pro každý typ elektrody a švu. Nyní si povíme něco o držácích elektrod.
Držáky pro elektrody
Jeden ze svařovacích kabelů má držák (držák), do kterého je vložena svařovací elektroda. Jsou dvou typů:
- se spouštěcím klíčem se v nich elektroda automaticky upne, když se uvolní pružinové tlačítko, uvolní se při stisknutí;
- se závitem - rukojeť je zkroucená a nekroucená, uvolňuje nebo upíná vložené jádro elektrody.
Který je lepší? Je to na vás, ale náhodným stisknutím tlačítka můžete elektrodu během svařování upustit. S tím se neděje nic hrozného, ale je to nepříjemné ...
Při výběru držáku elektrody je hlavní věcí věnovat pozornost síle proudu, pro kterou je navržen. Vyberte podle maximálního parametru, který je k dispozici pro váš svařovací stroj.
Jak připojit kabel k držáku svařovací elektrody se šroubovou svorkou je znázorněno na videu.
Nevýhodou držáku na kolíčky na prádlo je to, že se čas od času pružina, která tlačí na jádro elektrody, uvolní, kontakt se zhorší. Musíme dát nový. Jak to udělat na držáku na clothespin, viz video.
Není obtížné připojit držák elektrody pro svařování. Existuje pouze jedno upozornění: při častých pracích je svařovací kabel roztřepený hranou. Samozřejmě můžete kabel zkrátit a znovu utěsnit, ale vždy se vám nechce uříznout ani 10–20 cm.Abyste tomu zabránili, najděte hadici, jejíž vnitřní průměr je stejný nebo o něco menší než vnější průměr svařovaného kabelu. Odřízněte z něj malý kousek - 15 centimetrů - a nakrájejte podélně. Nyní jej lze nasadit na kabel, vytáhnout a tam upevnit.










Ahoj. Dobře napsaný článek, rovný po etapách o různých typech elektrod. O které je více poptávky. Chtěl bych přidat od sebe. Trošičku. Upřímně řečeno, elektrody LEZ MP-3S nevaří špatně v různých polohách. Proces svařování však není měkký, ale spíše střední tvrdosti. Ale elektrody LEZ ANO-21 jsou vařené měkčí, jsou znovu zapáleny lépe. Můj názor není jako profesionál, ale spíše jako svářeč samouk 🙂 Moje závěry jsou pouze vnějším názorem. Vařím na invertorovém svařovacím stroji Rilon Profi ARC 200 A. Svařování doporučuji pro začátečníky, kteří se rozhodnou začít svařovat 🙂
Jednoduché, přístupné a od sebe samého a nikde odtrhnuté.
Rada.
Přidejte větu: „Líbilo se mi to, nezapomeňte vypnout blokování reklam a kliknout na gogle + atd.“.
Takové stránky musí zvýšit hodnocení a mnoho z nich po přečtení jednoduše odejde.
Dobrý článek. Začátečníkům to stačí. Střídač, maska, elektrody jsou zakoupeny. K dispozici jsou také zbytky zbytečného kovu. Pouze elektrody, které prodáváme, jsou pouze čínské. Každý vaří, nestěžuje si. Čekám na víkend, jdu na daču a pomocí tohoto článku začnu trénovat.
Četl jsem mnoho různých článků. Toto je jeden ze vzácných obsahů. Díky autorovi.
Mám přístroj Fubag IQ 200. Elektrody byly nalezeny pomocí „Resanta“ MR-3 3 mm.
Jsem nováček.