Delik boyutları: masalar, aletler, kesme işlemi
Bir parçada iç diş açmak için önce bir delik açmanız gerekir. Boyutu diş çapına eşit değildir, ancak biraz daha küçük olmalıdır. Diş için matkabın çapını özel bir tabloda bulabilirsiniz, ancak bunun için ayrıca diş tipini de bilmeniz gerekir.
Diş parametreleri matkap çapını belirler
Makalenin içeriği
Ana ayarlar
Herhangi bir iş parçacığı iki parametre ile karakterize edilir:
- çap (D);
- adım (P) - bir döngüden diğerine olan mesafe.
GOST 1973257-73 tarafından belirlenirler. Büyük bir adım normal kabul edilir, ancak birkaç küçük adım buna karşılık gelir. İnce cidarlı ürünlere (ince cidarlı borular) uygulandığında küçük adım kullanılır. Ayrıca, uygulanan iplik herhangi bir parametreyi ayarlamanın bir yolu ise, küçük bir dönüş yaparlar. Ayrıca, bağlantının sıkılığını artırmak ve parçanın kendi kendine vidalanması olgusunun üstesinden gelmek için dönüşler arasında küçük bir adım atılır. Diğer durumlarda, standart (büyük) bir adım kesilir.
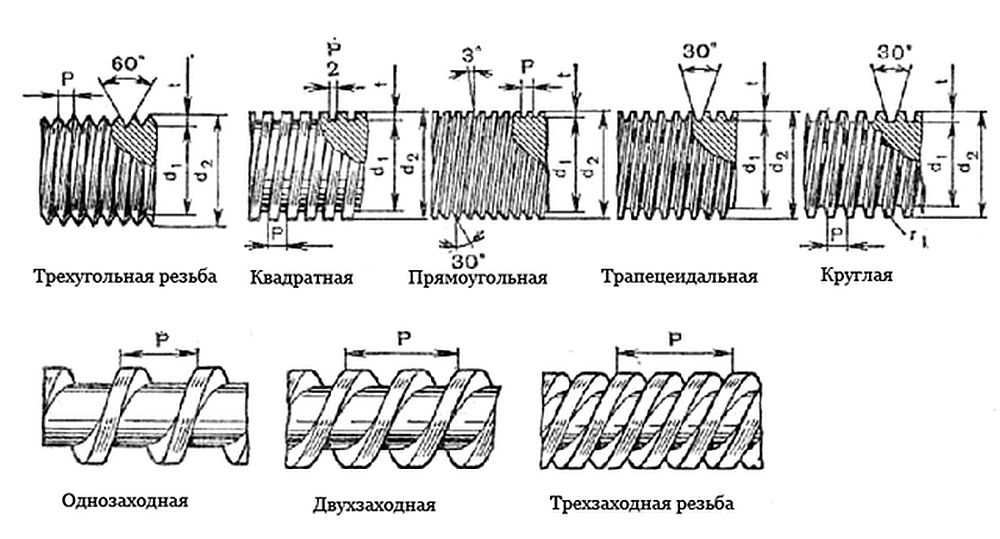
İplik türleri ve temel özellikleri
Her birinin kendi oluşum özelliklerine sahip olması nedeniyle birçok iplik türü vardır, iplik için deliğin çapı her durumda farklıdır. Hepsi GOST'ta yazılmıştır, ancak çoğu zaman üçgen metrik ve konik metrik dişler kullanırlar. Onlar hakkında daha fazla konuşacağız.
Çıkarılabilir bir bağlantı içeren çoğu sıhhi tesisat ürününde genellikle cıvatalar ve diğer benzer bağlantı elemanları üzerinde konik üçgen dişler görüyoruz.
Aygıtlar
DIY oyma için küçük aletler kullanılır:
- dışarıdan dönüşler uygulamak için kalıplar (bunlara lerki de denir) (genellikle bir boru veya metal çubuk (pim) üzerinde);
- musluklar - iç kısım için (burada önceden onlar için bir delik açmanız gerekir).

Dokun (üst) ve öl (alt)

Tüm bu cihazlar, artan mukavemet ve aşınma direnci ile karakterize edilen alaşımlardan yapılmıştır. Yüzeylerinde, iş parçası üzerinde ayna görüntüsü elde edilen oluklar ve oluklar uygulanır.
Herhangi bir kılavuz veya kalıp işaretlenmiştir - bu cihazın kestiği iplik tipini gösteren bir yazıya sahiptir - çap ve adım. Tutuculara - anahtarlar ve kalıp tutucular - vidalarla sabitlenirler. Kılavuz çekme aletini tutucuda tutarak, çıkarılabilir bir bağlantının gerekli olduğu yere takılır / yerleştirilir. Cihazı kaydırarak dönüşler oluşturulur. Bobinlerin eşit şekilde "düşüp düşmeyeceği", cihazın işin başında ne kadar doğru ayarlandığına bağlıdır. Bu nedenle, ilk dönüşleri yapıyı düz tutmaya çalışarak, kaymalardan ve bozulmalardan kaçının. Birkaç devrim yapıldıktan sonra süreç daha kolay olacaktır.
Küçük ila orta çaplı dişler manuel olarak kesilebilir. Zor tipler (iki ve üç yönlü) veya büyük çaplarda elle çalışmak mümkün değildir - çok fazla çaba gerekir. Bu amaçlar için, kendilerine sabitlenmiş kılavuzlu torna tezgahları ve kalıplar için özel mekanize ekipman kullanılır.
Doğru şekilde nasıl kesilir
Hemen hemen her metale ve alaşımlarına - çelik, bakır, alüminyum, dökme demir, bronz, pirinç vb. Sıcak bir ütüde yapılması tavsiye edilmez - çok zordur, çalışma sırasında ufalanır ve yüksek kaliteli dönüşler elde etmek mümkün olmaz, bu da bağlantının güvenilmez olacağı anlamına gelir.

İş için alet
Hazırlık
Saf metal üzerinde çalışmak gereklidir - pası, kumu ve diğer kirleticileri temizleyin.Daha sonra ipliğin uygulanacağı yer yağlanmalıdır (dökme demir ve bronz hariç - bunlarla "kuru" çalışmalısınız). Yağlama için özel bir emülsiyon vardır, ancak yoksa ıslatılmış sabun kullanabilirsiniz. Diğer kayganlaştırıcıları da kullanabilirsiniz:
- çelik ve pirinç için keten tohumu yağı;
- bakır için terebentin;
- gazyağı - alüminyum için.
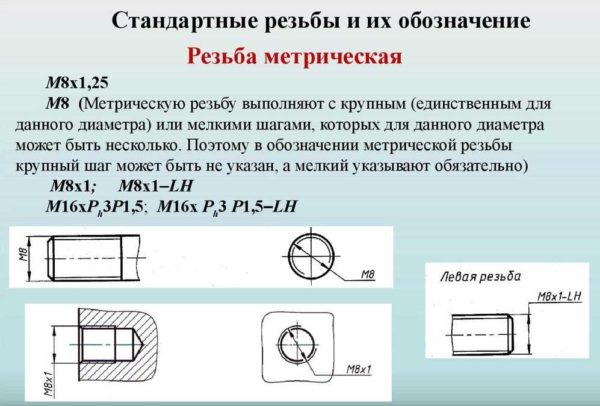
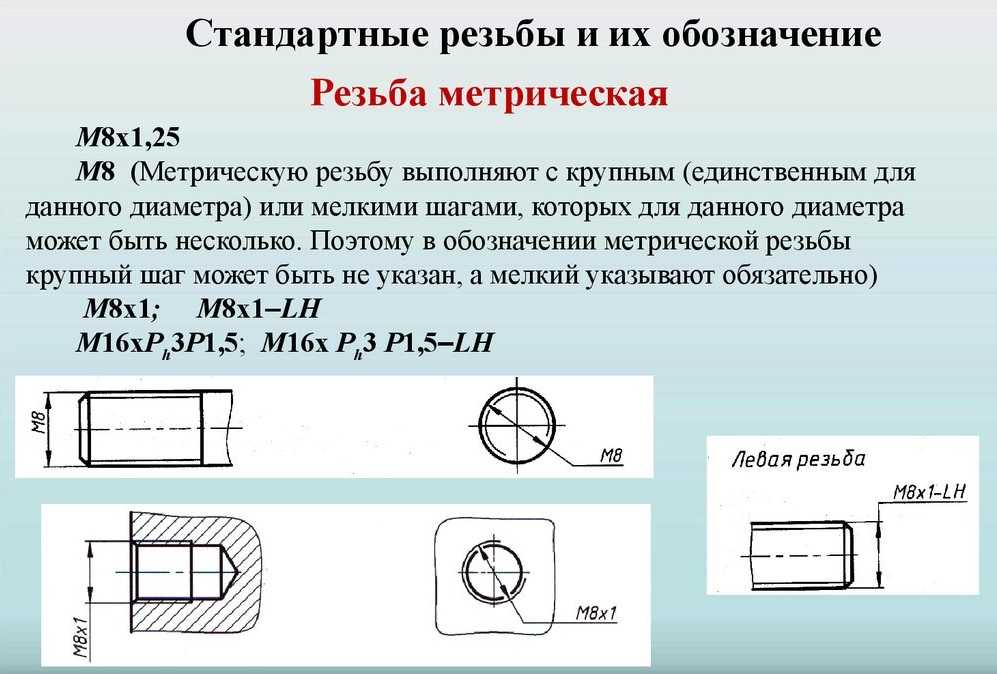
Metrik diş seçenekleri
İplikleri keserken makine yağı, mineral yağ ve hatta domuz yağı kullanma tavsiyelerini sık sık duyabilirsiniz. İyi çalışıyorlar, ancak uzmanlar bunu yapmamanın daha iyi olduğunu söylüyor - cipsler viskoz maddeye yapışacak ve bu da musluğun hızlı aşınmasına veya ölmesine neden olacak.
Dilimleme işlemi
Dış dişleri keserken, kalıp kesinlikle boru veya çubuğun yüzeyine dik olarak yerleştirilir. Çalışırken sallanmamalı, aksi takdirde dönüşler düzensiz olacak ve bağlantı çirkin ve güvenilmez olacaktır. İlk dönüşler özellikle önemlidir. Bağlantının daha sonra çarpık olup olmayacağı nasıl "uzandıklarına" bağlıdır.
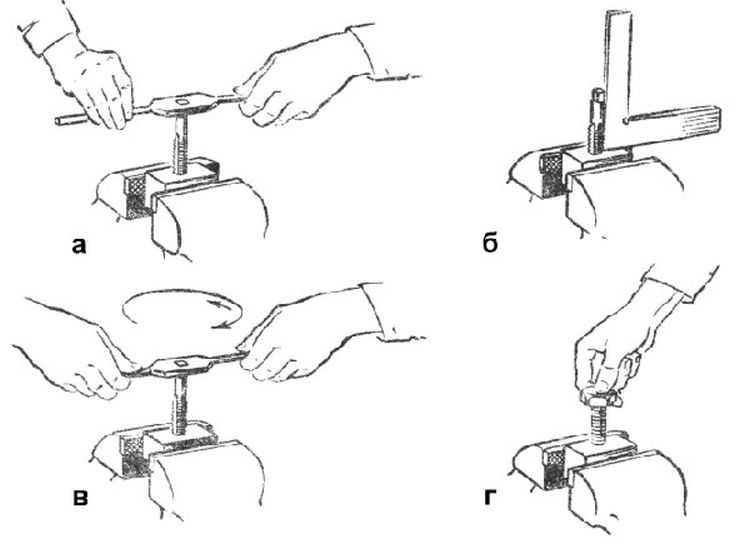
Bir iç diş uygulanarak parça hareketsiz olarak sabitlenir. Küçük bir parçaysa, bir mengeneyle kavrayabilirsiniz. Plaka büyükse, mevcut yöntemlerle, örneğin çubuklarla sabitleyerek sabitleyin. M
Musluk, ekseni deliğin eksenine paralel olacak şekilde deliğe yerleştirilir. Az çabayla, azar azar belirli bir yönde dönmeye başlarlar. Direncin arttığını hissettiğiniz anda, musluğu geri sökün ve talaşları temizleyin. Temizlendikten sonra işlem devam eder.
Fotoğraf dilimleme işlemi
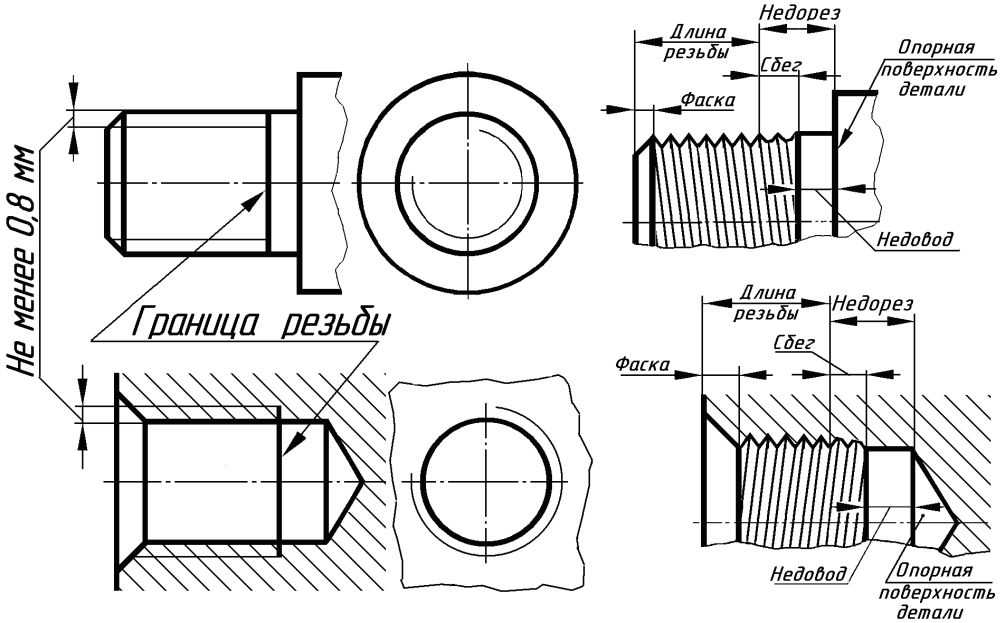
Kör bir deliğe dokunulduğunda, derinliği gerekenden biraz daha derin olmalıdır - bu fazlalık, musluğun ucunu da içermelidir. Bu yapısal olarak imkansızsa, uç musluktan kesilir. Aynı zamanda, daha fazla işlem için uygun değildir, ancak başka çıkış yolu yoktur.
Dönüşlerin yüksek kalitede olması için iki kılavuz veya kalıp kullanılır - biri kaba ve diğeri bitirme. İlk geçiş kaba işleme, ikinci - bitirme yapılır. Ayrıca birleşik diş açma cihazları da vardır. Her şeyi tek seferde yapmanıza izin veriyorlar.
Başka bir pratik ipucu: talaşların çalışma alanına düşmemesi için, keserken saat yönünde bir tam tur, ardından saat yönünün tersine yarım tur yapın. Bundan sonra, aleti durduğu yere geri götürün ve tekrar bir devir yapın. Bu, gerekli uzunluğa kadar devam eder.
Diş için matkabın çapını seçmek için tablolar
İç diş açarken, bunun için önceden bir delik açılır. Diş çapına eşit değildir, çünkü keserken malzemenin bir kısmı talaş şeklinde çıkarılmaz, ancak çıkıntıların boyutunu artırarak sıkılır. Bu nedenle, uygulamadan önce diş için matkabın çapını seçmelisiniz. Bu tablolar kullanılarak yapılabilir. Her bir diş türü için mevcutturlar, ancak burada en popüler olanlar - metrik, inç, boru.
| Metrik diş | İnç iplik | Boru dişlisi | |||||
|---|---|---|---|---|---|---|---|
| Diş çapı, inç | İplik aralığı, mm | Matkap çapı, mm | Diş çapı, inç | İplik aralığı, mm | Matkap çapı, mm | Diş çapı, inç | Diş deliği çapı, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Bir kez daha, diş için matkabın çapının kaba (standart diş) için verildiğine dikkatinizi çekiyoruz.
Dış dişli çubuk çap tablosu
Bir dış dişte çalışırken, durum çok benzer - metalin bir kısmı sıkılır, kesilmez. Bu nedenle ipliğin uygulandığı çubuk veya borunun çapı biraz daha küçük olmalıdır. Ne kadar doğru - aşağıdaki tabloya bakın.
| Diş çapı, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Çubuk çapı, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |










Konu tablosu. İlk sütun. Metrik diş d.b. zaten mm cinsinden, bu nedenle metriktir.
Değişiklik. Dişi diş tablosu, 1. sütun başlığı