Bakır borular nasıl lehimlenir
Tamamen su tesisatı veya bakır ısıtma bugün nadiren yapılıyor, ancak yine de yapıyorlar. Bakırın hizmet edebileceği yılları sayarsanız, sadece ucuza değil, aynı zamanda çok ucuza çıkıyor. Bununla birlikte, malzemenin kendisi en ucuz değil, ancak kurulumdan tasarruf edebilirsiniz - bakır boruları lehimlemek dünyadaki en zor görev değildir. Hangisinin yüksek kaliteli bir bağlantı kurabileceğinizi bilen belirli kurallar ve özellikler vardır.
Makalenin içeriği
Bakır boru çeşitleri ve kullanımları
Piyasada tavlı ve tavsız olmak üzere iki tip bakır boru bulunmaktadır. Tavlandıktan sonra ek ısıl işleme tabi tutulurlar - 600-700 ° C'ye ısıtılırlar. Bu prosedür, kalıplama sırasında kaybolan malzemeye esneklik kazandırır. Bu nedenle, tavlanmış borular daha pahalıdır, ancak aynı zamanda daha esnektir - suyun donmasına bile dayanabilirler. Bu ürünlerin dezavantajları daha düşük mukavemeti içerir - ısınma nedeniyle azalır.

Farklı bakır borular var
Tavlanmamış bakır borular daha dayanıklıdır, ancak pratikte bükülmez. Su kaynağını dağıtırken veya ısıtırken parçalara ayrılırlar ve tüm musluklar uygun bağlantı parçaları kullanılarak yapılır.
Farklı et kalınlıklarında bakır borular bulunmakta olup, 25 ve 50 metrelik bölmelerde tavlı, 3 metrelik serilerde tavlanmadan satılmaktadır. Malzemenin saflığından bahsedersek, GOST 859-2001'e göre ürünlerde en az% 99 bakır bulunmalıdır.
Bağlantı yöntemleri
Çoğu zaman, bakır borular lehimleme ve bir dizi özel şekilli eleman - bağlantı parçaları kullanılarak bağlanır. Basınç testi için bağlantı parçaları da vardır. Lastik O-ring takılı oluklara sahiptirler. Özel pense ile kıvrılırlar. Ancak bu teknoloji nadiren kullanılır - lehimleme daha güvenilir kabul edilir.

Sıkma bağlantı parçaları
Farklı lehimler kullanarak bakır boruları lehimlemek için iki teknoloji vardır:
- Düşük sıcaklık - yumuşak lehim. Bu sadece bizim durumumuz. Bu tip bağlantı, 110 ° C'ye kadar çalışma ortamı sıcaklığına sahip su boruları ve ısıtma sistemlerini döşemek için kullanılır. Düşük sıcaklık göreceli bir terimdir. Sert lehim bölgesinde malzemeler 250-300 ° C'ye ısıtılır.
- Yüksek sıcaklıkta lehimleme. Bu tip bağlantı, taşınan ortamın yüksek basınç ve sıcaklığına sahip ağlarda kullanılır. Ev ağlarında - nadiren (kimse yasaklamasa da), daha sık endüstriyel ağlarda.
Hangi tür lehim bakır boruları kullanmak sizin seçiminizdir. Her iki tip de hem sıhhi tesisat hem de ısıtma için uygundur. Ancak, yüksek sıcaklıkta olan için profesyonel bir torç gerekirken, yumuşak lehim bir kaynak makinesi veya küçük bir tek kullanımlık gaz silindiri ile ucuz bir el torçuyla bile eritilebilir. Küçük çaplı bakır boruların bağlantısı için daha fazlasına gerek yoktur.
Bakır lehim bağlantı parçaları çeşitleri
Genel olarak, bakır borular için iki düzineden fazla farklı şekilli eleman vardır - bağlantı parçaları, ancak en çok üç tip kullanılır:
- kaplinler - iki boruyu bağlamak için;
- köşeler - çevirmek için;
- tees - boru hattında dallar oluşturmak için.

Bakır boruları sert lehimlemek için kaplinler

Kullanılan bağlantı parçası sayısı en aza indirilebilir - bakır bükülebilir, bu da gerekli köşe sayısını azaltır. Ayrıca, isterseniz, kaplinler olmadan da yapabilirsiniz: boruların bir ucu genişletilebilir (bir genişletici kullanılarak), böylece boru içine girebilir ve lehimin oraya ulaşması için bir boşluk (yaklaşık 0,2 mm). Bir uzatma oluştururken, borular en az 5 mm üst üste gelmelidir, ancak daha iyisi - daha fazlası.
Olmadan yapılması zor olan şey tişörtsüzdür. Bir virajda kılavuz çekme ekipmanı var - bir beveler, ancak profesyonel ve çok maliyetli. Yani bu durumda tişörtler daha ucuz ve daha kolay.

Bakır boruları lehimli lehimle lehimlemek için bağlantı parçaları vardır
İki tür bağlantı parçası vardır - geleneksel, lehimin akması için gereken boşluğu sağlayan soketlerle. Lehim, kaynak bölgesine manuel olarak beslenir. Gömülü lehimli bağlantı parçaları vardır. Daha sonra, soket üzerinde, üretim sırasında lehimleme işlemini kolaylaştıran bir lehim parçasının takıldığı bir oluk oluşur - sadece kaynak bölgesini ısıtmanız gerekir, ancak bu, bağlantı parçalarının maliyetinde bir artışa yol açar.
Sarf malzemeleri ve araçlar
Borulara ve bağlantı elemanlarına ek olarak, lehimlemenin kendisi için bir meşale, lehim ve fluksa da ihtiyacınız olacaktır. Ve ayrıca bir boru bükücü ve çalışmaya başlamadan önce işlenecek birkaç ilgili küçük şey.

Bağlantı parçalarını içeriden temizlemek için fırça
Lehim ve akı
Her türden bakır boruların lehimlenmesi, akı ve lehim kullanılarak gerçekleşir. Lehim, genellikle belirli bir erime noktasına sahip, ancak her zaman bakırdan daha düşük olan kalay bazlı bir alaşımdır. Lehim bölgesine beslenir, sıvı hale kadar ısınır ve bağlantıya akar. Soğuduktan sonra sıkı ve güçlü bir bağlantı sağlar.
Bakır boruların kendi elleriyle amatör lehimlenmesi için, gümüş, bizmut, antimon, bakır ilavesiyle kalay bazlı lehimler uygundur. Gümüş ilaveli bileşimler en iyisi olarak kabul edilir, ancak bunlar en pahalıdır, optimum olanlar bakır ilavelidir. Kurşun katkı maddeleri de vardır, ancak sıhhi tesisat için kullanılmamalıdır. Tüm bu lehim türleri, iyi kaynak kalitesi ve kolay lehimleme sağlar.

Flux ve lehim gerekli sarf malzemeleridir
Yumuşak lehim küçük makaralarda, sert lehim demetler halinde, parçalara kesilmiş olarak satılmaktadır.
Lehimlemeye başlamadan önce, bağlantı akı ile muamele edilir. Akı, erimiş lehimin bağlantıya akmasına izin veren sıvı veya macun kıvamındaki bir maddedir. Buradan seçilecek hiçbir şey yok: bakır için herhangi bir akı yeterli olacaktır. Ayrıca, flaksı uygulamak için küçük bir fırçaya ihtiyacınız var. Daha iyi - doğal kıllarla.
Brülör
Yumuşak lehim uygulamaları için, tek kullanımlık bir gaz kutusu ile küçük bir el feneri satın alabilirsiniz. Bu silindirler sapa tutturulmuştur ve 200 ml hacme sahiptir. Küçük boyutuna rağmen alev sıcaklığı 1100 ° C'den yüksektir ve bu da yumuşak lehimi eritmek için fazlasıyla yeterlidir.
Dikkat etmeniz gereken şey bir piezo ateşlemesinin varlığıdır. Bu işlev gereksiz değildir - çalışmak daha kolay olacaktır. Manuel gaz brülörünün kolunda bir vana bulunmaktadır. Alev uzunluğunu (gaz akış hızını) düzenler. Brülörün söndürülmesi gerekiyorsa aynı valf gazı kapatır. Güvenlik, alev olmadığında gaz beslemesini kesecek bir çek valf ile sağlanır.

Bakır boruları lehimlemek için el torçu
Bazı modellerde alev saptırıcısı bulunur. Lehim bölgesinde daha yüksek sıcaklık oluşturarak alevin dağılmasını önler. Bu sayede reflektörlü brülör, en uygunsuz yerlerde çalışmanıza izin verir.
Ev ve yarı profesyonel modellerde çalışırken dikkatli olmanız gerekir - plastiğin erimemesi için üniteyi aşırı ısıtmayın. Bu nedenle, bir seferde çok fazla rasyon yapmaya değmez - ekipmanın soğumasına izin vermek ve şu anda bir sonraki bağlantıyı hazırlamak daha iyidir.
İlgili malzemeler
Bakır boruları kesmek için bir boru kesiciye veya metal bıçaklı bir demir testeresine ihtiyacınız vardır. Boru kesiciyi sağlamak için kesim kesinlikle dikey olmalıdır. Demir testeresi ile düzgün bir kesim sağlamak için normal bir marangoz gönye kutusu kullanabilirsiniz.

Boru kesici
Boruları hazırlarken temizlenmeleri gerekir. Bunun için özel metal fırçalar ve fırçalar (iç yüzeyi temizlemek için) vardır, ancak orta ve ince taneli zımpara kağıdı ile geçebilirsiniz.
Kesiklerden çapakları gidermek için eğimler vardır.Onlar tarafından oluşturulan boru, bağlantıya daha iyi uyuyor - soketi, dış çaptan sadece bir milimetrenin küçük bir kısmı daha büyük. Yani en ufak bir sapma zorluklara yol açar. Ancak prensip olarak zımpara kağıdı ile her şey ortadan kaldırılabilir. Sadece daha fazla zaman alacak.
Koruyucu gözlük ve eldiven bulundurmanız da tavsiye edilir. Kendi kendine çalışanların çoğu bu güvenlik önlemlerini ihmal eder, ancak yanıklar çok sinir bozucudur. Bakır boruları lehimlemek için gereken tüm malzeme ve aletler bunlar.
Adım adım bakır lehimleme teknolojisi
Lehimleme bakır borular, eklemin hazırlanmasıyla başlar. Bağlantının güvenilirliği, hazırlığın kalitesine bağlıdır, bu nedenle bu sürece yeterince zaman ve çaba ayırın.
Lehimleme bakır borular birkaç aşamadan oluşur
Bağlantının hazırlanması
Daha önce de belirtildiği gibi, borunun kesilmesi kesinlikle dikey olmalı, çapaksız, boru sıkışmamalı, kenar düz ve pürüzsüz olmalıdır. Küçük sapmalar bile varsa, bir pah veya zımpara kağıdı alıp kesimi ideal hale getiriyoruz.

Oksitlenmiş tabakayı çıkarmak gerekir
Sonra, rakoru alıyoruz, boruyu içine yerleştiriyoruz. sokete giren parçanın temizlenmesi gerekiyor. Boruyu çıkarıyoruz ve üst oksitlenmiş tabakayı borunun bu kısmından çıkarmak için zımpara kağıdı kullanıyoruz. Daha sonra aynı işlemi çanın iç yüzeyi ile gerçekleştiriyoruz.
Flux uygulaması
Akı, temizlenmiş yüzeyin tamamına - borunun dışına ve bağlantı parçasının içine uygulanır. Zorluk yok - kompozisyon bir fırça ile eşit olarak dağıtılıyor.

Flux uygulaması
Lehimleme
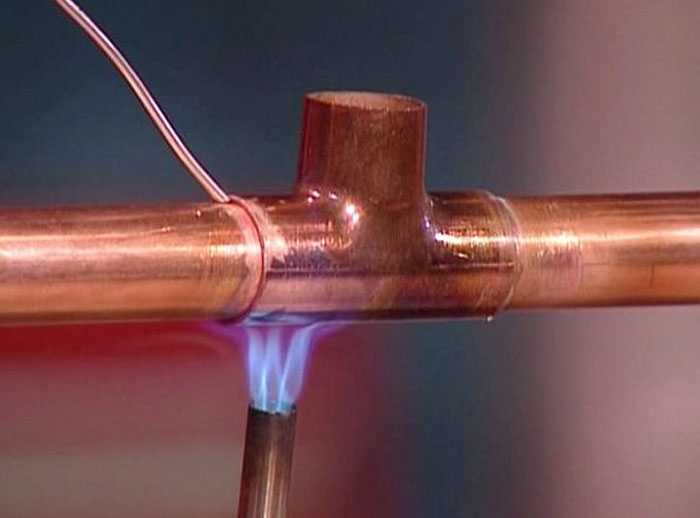
İşlenmiş boru hattı parçaları birbirine eklenir ve sabitlenir. Bir asistan varsa parçaları hareketsiz tutabilir. Değilse, kendini geliştirmen gerekecek. Ardından brülör ateşlenir, alev bağlantı noktasına yönlendirilir. Alev sıcaklığı bin derece ve üzeri olup, bağlantının 250-300 ° C'ye kadar ısıtılması gerekir ve bu 15-25 saniye sürer. Aynı zamanda, akının rengine odaklanabilirsiniz - kararır koymaz lehimi enjekte etme zamanı gelmiştir.
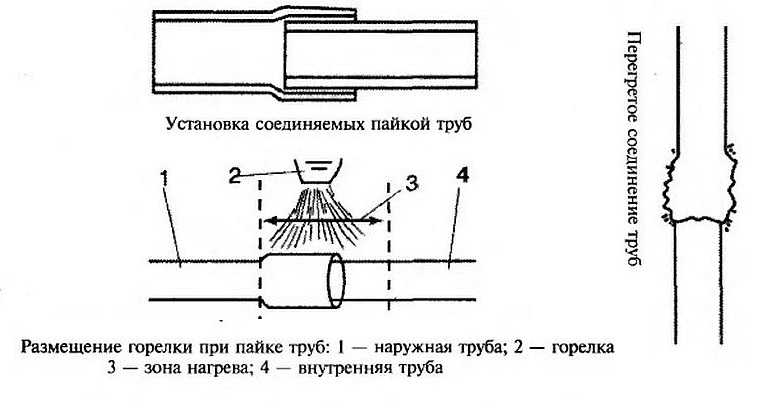
Bakır boruları kendi ellerinizle lehimlerken brülörün doğru yeri
Eşit ısınma sağlamak için, brülör alevini bağlantının ortasına yönlendirin. Ardından tüm kaynak bölgesi daha eşit bir şekilde ısıtılır.

Bakır boruların yumuşak lehim ile lehimlenmesi
Lehim, bağlantı parçasının ve borunun birleştiği yere enjekte edilir. Isındıkça erimeye başlar, yayılır ve elementler arasındaki boşluğu doldurur. Sadece yarı uzunluğunda uygulanabilir - eridiğinde bağlantının geri kalanına akar. Aslında, hepsi bu - bakır boruların lehimlenmesi bitti. Diğer tüm bağlantılar aynı şeyi yapar.
Sert lehim kullanıldığında, her şey hemen hemen aynıdır, sadece diğer yanıklar kullanılır - gaz alevli olanlar ve lehimleme işlemi sırasında yumuşatılmış lehimi boruya sararak boruyu çevirmek gerekir.
-
 Blok konteynerlerden modüler evler: tipler, üretim özellikleri ve yerleşim seçenekleri
Blok konteynerlerden modüler evler: tipler, üretim özellikleri ve yerleşim seçenekleri
-
 Nakliye konteynerlerinden evler: inşaat seçenekleri, düzen
Nakliye konteynerlerinden evler: inşaat seçenekleri, düzen
-
 Zeminler için ahşap kiriş çeşitleri, uzunluk hesaplama, montaj
Zeminler için ahşap kiriş çeşitleri, uzunluk hesaplama, montaj
-
 Yıl boyunca kullanım için mobil evler
Yıl boyunca kullanım için mobil evler
-
 Polimer / kompozit zemin kaplaması (WPC zemin kaplaması): tipler, boyutlar, kurulum
Polimer / kompozit zemin kaplaması (WPC zemin kaplaması): tipler, boyutlar, kurulum





Her şeyin net, net, anlaşılır olduğu tek site, ana şey susuzdur. Teşekkür ederim!!!