ขนาดรู: โต๊ะเครื่องมือกระบวนการตัด
ในการตัดด้ายภายในในส่วนหนึ่งคุณต้องเจาะรูก่อน ขนาดไม่เท่ากับเส้นผ่านศูนย์กลางเกลียว แต่ควรเล็กกว่าเล็กน้อย คุณสามารถค้นหาเส้นผ่านศูนย์กลางของดอกสว่านสำหรับด้ายในตารางพิเศษ แต่สำหรับสิ่งนี้คุณจำเป็นต้องทราบประเภทของด้ายด้วย
พารามิเตอร์ของเธรดกำหนดเส้นผ่านศูนย์กลางของดอกสว่าน
เนื้อหาของบทความ
การตั้งค่าหลัก
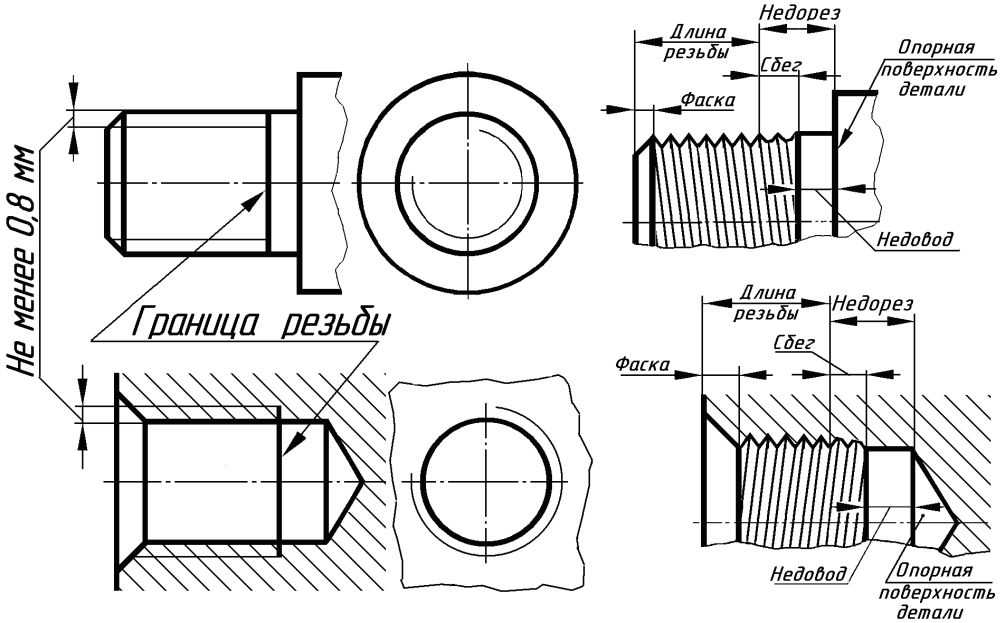
เธรดใด ๆ มีลักษณะสองพารามิเตอร์:
- เส้นผ่านศูนย์กลาง (D);
- ขั้นตอน (P) - ระยะห่างจากลูปหนึ่งไปยังอีกวงหนึ่ง
กำหนดโดย GOST 1973257-73 ขั้นตอนใหญ่ถือเป็นเรื่องปกติ แต่ขั้นตอนที่เล็กกว่าหลายขั้นตอนนั้นสอดคล้องกัน สนามขนาดเล็กใช้กับผลิตภัณฑ์ที่มีผนังบาง (ท่อที่มีผนังบาง) นอกจากนี้ยังทำการเปลี่ยนเล็กน้อยหากเธรดที่ใช้เป็นวิธีการปรับพารามิเตอร์ใด ๆ นอกจากนี้ขั้นตอนเล็ก ๆ ระหว่างรอบยังทำเพื่อเพิ่มความแน่นของการเชื่อมต่อและเพื่อเอาชนะปรากฏการณ์ของการขันสกรูด้วยตนเองของชิ้นส่วน ในกรณีอื่น ๆ ขั้นตอนมาตรฐาน (ใหญ่) จะถูกตัดออก
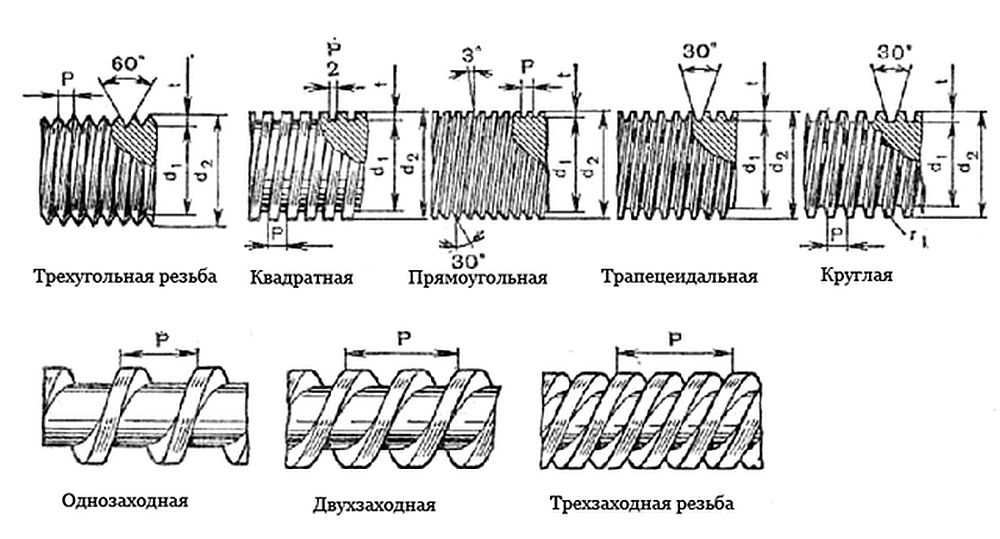
ประเภทเธรดและลักษณะสำคัญ
ด้ายมีหลายประเภทเนื่องจากแต่ละประเภทมีลักษณะการก่อตัวของตัวเองเส้นผ่านศูนย์กลางของรูสำหรับเกลียวจึงแตกต่างกันในแต่ละกรณี ทั้งหมดนี้สะกดใน GOST แต่ส่วนใหญ่มักใช้เมตริกสามเหลี่ยมและเธรดเมตริกแบบเรียว เราจะพูดถึงพวกเขาต่อไป
โดยปกติเราจะเห็นเกลียวสามเหลี่ยมบนสลักเกลียวและตัวยึดอื่น ๆ ที่คล้ายกันซึ่งเป็นแบบเรียวในผลิตภัณฑ์ระบบประปาส่วนใหญ่ที่เกี่ยวข้องกับการเชื่อมต่อที่ถอดออกได้
แกดเจ็ต
สำหรับการแกะสลัก DIY ใช้เครื่องมือขนาดเล็ก:
- ตาย (เรียกอีกอย่างว่า lerki) สำหรับการวาดภาพจากด้านนอก (โดยปกติจะอยู่บนท่อหรือแท่งโลหะ (พิน)
- ก๊อก - สำหรับด้านใน (ที่นี่คุณต้องเจาะรูไว้ล่วงหน้า)

แตะ (ด้านบน) และดาย (ด้านล่าง)

อุปกรณ์ทั้งหมดนี้ทำจากโลหะผสมโดยมีความแข็งแรงและความต้านทานต่อการขัดถูที่เพิ่มขึ้น บนพื้นผิวร่องและร่องถูกนำไปใช้ด้วยความช่วยเหลือของภาพสะท้อนบนชิ้นงาน
มีการทำเครื่องหมายต๊าปหรือดาย - มีจารึกระบุประเภทของเกลียวที่อุปกรณ์นี้ตัด - เส้นผ่านศูนย์กลางและระยะห่าง พวกเขาจะถูกสอดเข้าไปในตัวยึด - ประแจและตัวจับดาย - ยึดด้วยสกรู ถือเครื่องมือกรีดในที่ยึดมันจะถูกใส่ / ใส่เข้าไปในสถานที่ที่จำเป็นต้องมีการเชื่อมต่อที่ถอดออกได้ โดยการเลื่อนอุปกรณ์จะเกิดการเลี้ยว ขึ้นอยู่กับวิธีการตั้งค่าอุปกรณ์อย่างถูกต้องเมื่อเริ่มต้นการทำงานว่าขดลวดจะ "วางลง" เท่ากันหรือไม่ ดังนั้นในผลัดแรกพยายามรักษาโครงสร้างให้สม่ำเสมอหลีกเลี่ยงการเลื่อนและการบิดเบือน หลังจากทำการปฏิวัติสองสามครั้งกระบวนการจะง่ายขึ้น
สามารถตัดด้ายขนาดเล็กถึงขนาดกลางได้ด้วยตนเอง ประเภทที่ยาก (สองและสามทาง) หรือการทำงานกับเส้นผ่านศูนย์กลางขนาดใหญ่ด้วยมือเป็นไปไม่ได้ - ต้องใช้ความพยายามมากเกินไป เพื่อวัตถุประสงค์เหล่านี้จะใช้อุปกรณ์เครื่องจักรกลพิเศษ - สำหรับเครื่องกลึงที่มีดอกต๊าปและแม่พิมพ์ยึดไว้
วิธีการตัดอย่างถูกต้อง
คุณสามารถใช้เกลียวกับโลหะและโลหะผสมได้เกือบทุกชนิดเช่นเหล็กทองแดงอลูมิเนียมเหล็กหล่อบรอนซ์ทองเหลือง ฯลฯ ไม่แนะนำให้ทำบนเตารีดร้อน - มันแข็งเกินไปมันจะแตกระหว่างการใช้งานและจะไม่สามารถเปลี่ยนคุณภาพสูงได้ซึ่งหมายความว่าการเชื่อมต่อจะไม่น่าเชื่อถือ

เครื่องมือสำหรับการทำงาน
การเตรียมการ
จำเป็นต้องใช้โลหะบริสุทธิ์ - กำจัดสนิมทรายและสารปนเปื้อนอื่น ๆจากนั้นสถานที่ที่จะใช้ด้ายจะต้องได้รับการหล่อลื่น (ยกเว้นเหล็กหล่อและทองสัมฤทธิ์ - คุณต้องทำงานกับพวกเขา "แห้ง") มีอิมัลชันพิเศษสำหรับการหล่อลื่น แต่ถ้าไม่มีคุณสามารถใช้สบู่แช่ได้ คุณยังสามารถใช้สารหล่อลื่นอื่น ๆ :
- น้ำมันลินสีดสำหรับเหล็กและทองเหลือง
- น้ำมันสนสำหรับทองแดง
- น้ำมันก๊าด - สำหรับอลูมิเนียม
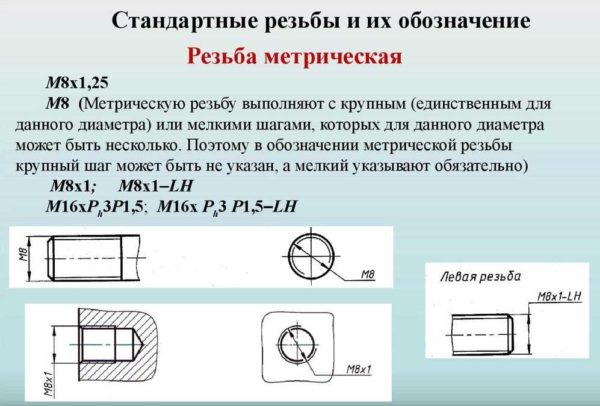
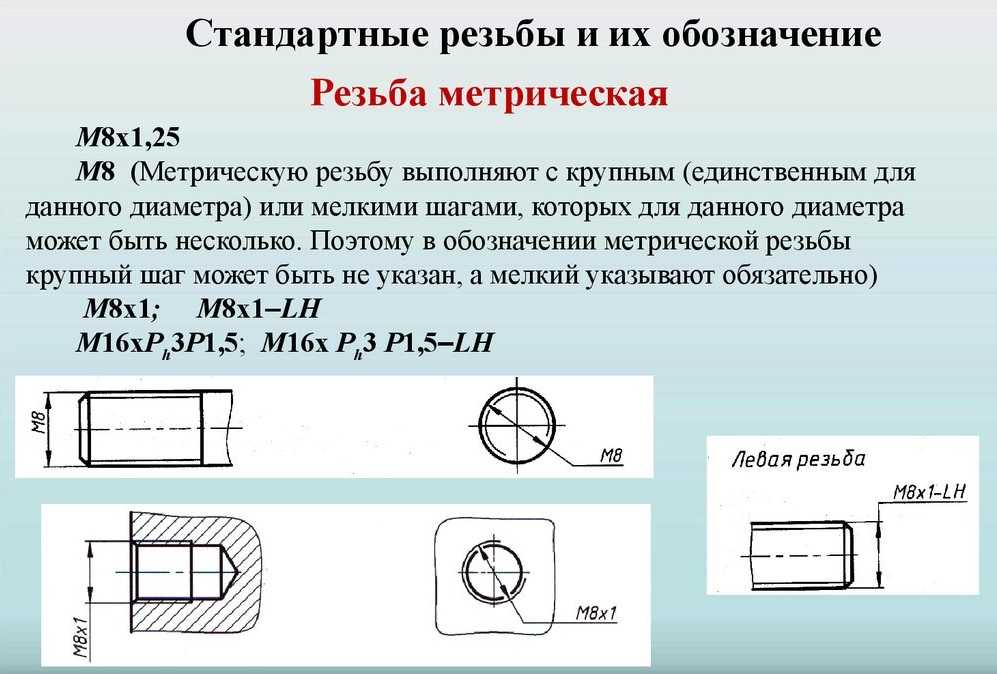
ตัวเลือกเธรดเมตริก
คุณมักจะได้ยินคำแนะนำให้ใช้น้ำมันเครื่องน้ำมันแร่หรือแม้แต่น้ำมันหมูเมื่อตัดด้าย พวกมันทำงานได้ดี แต่ผู้เชี่ยวชาญบอกว่ามันจะดีกว่าที่จะไม่ทำเช่นนี้ - ชิปจะติดกับสารที่มีความหนืดซึ่งจะทำให้ก๊อกสึกหรอหรือตายได้อย่างรวดเร็ว
กระบวนการหั่น
เมื่อตัดเกลียวภายนอกแม่พิมพ์จะวางตั้งฉากกับพื้นผิวของท่อหรือแกนอย่างเคร่งครัด ในระหว่างการใช้งานไม่ควรกระดิกมิฉะนั้นการหมุนจะไม่สม่ำเสมอและการเชื่อมต่อจะน่าเกลียดและไม่น่าเชื่อถือ ผลัดแรกมีความสำคัญอย่างยิ่ง ขึ้นอยู่กับว่าพวกเขา "วาง" อย่างไรว่าการเชื่อมต่อนั้นจะเบ้หรือไม่
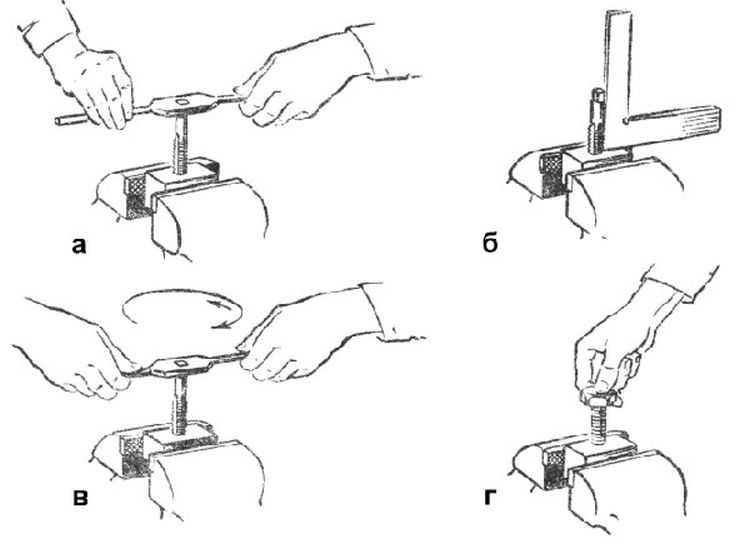
โดยการใช้ด้ายภายในชิ้นส่วนจะคงที่โดยไม่เคลื่อนที่ ถ้าเป็นชิ้นเล็ก ๆ ก็จับมารองได้ หากแผ่นมีขนาดใหญ่ให้ยึดด้วยวิธีการที่มีอยู่ตัวอย่างเช่นโดยยึดด้วยแท่ง ม
ต๊าปสอดเข้าไปในรูเพื่อให้แกนขนานกับแกนของรู พวกเขาเริ่มบิดไปในทิศทางที่กำหนดด้วยความพยายามเพียงเล็กน้อยทีละน้อย ทันทีที่คุณรู้สึกว่าความต้านทานเพิ่มขึ้นให้คลายเกลียวก๊อกกลับและทำความสะอาดชิป หลังจากทำความสะอาดแล้วกระบวนการจะดำเนินต่อไป
ขั้นตอนการหั่นภาพ
เมื่อเคาะรูตาบอดความลึกควรลึกกว่าที่กำหนดเล็กน้อย - ส่วนเกินนี้ควรรวมปลายก๊อกด้วย หากเป็นไปไม่ได้ในเชิงโครงสร้างปลายจะถูกตัดออกจากก๊อก ในขณะเดียวกันก็ไม่เหมาะสำหรับการดำเนินการต่อไป แต่ไม่มีทางออกอื่น
เพื่อให้การหมุนมีคุณภาพสูงจะใช้ดอกต๊าปหรือดายสองอัน - แบบหยาบและแบบสำเร็จ รอบแรกเสร็จสิ้นการหยาบครั้งที่สอง - การตกแต่ง นอกจากนี้ยังมีอุปกรณ์เธรดรวม พวกเขาช่วยให้คุณทำทุกอย่างได้ในครั้งเดียว
เคล็ดลับที่ใช้งานได้จริงอีกประการหนึ่ง: เพื่อไม่ให้ชิปตกลงไปในพื้นที่ทำงานเมื่อทำการตัดให้หมุนเต็มหนึ่งรอบตามเข็มนาฬิกาจากนั้นหมุนทวนเข็มนาฬิกาครึ่งหนึ่ง หลังจากนั้นให้นำเครื่องมือกลับไปยังตำแหน่งที่หยุดและทำการปฏิวัติอีกครั้ง สิ่งนี้จะดำเนินต่อไปจนถึงความยาวที่ต้องการ
ตารางสำหรับเลือกเส้นผ่านศูนย์กลางของดอกสว่านสำหรับด้าย
เมื่อทำเกลียวภายในจะมีการเจาะรูไว้ล่วงหน้า มันไม่เท่ากับเส้นผ่านศูนย์กลางของเกลียวเนื่องจากเมื่อทำการตัดชิ้นส่วนของวัสดุจะไม่ถูกลบออกในรูปแบบของเศษ แต่ถูกบีบออกทำให้ขนาดของส่วนที่ยื่นออกมาเพิ่มขึ้น ดังนั้นก่อนนำไปใช้คุณต้องเลือกเส้นผ่านศูนย์กลางของดอกสว่านสำหรับด้าย สามารถทำได้โดยใช้ตาราง มีให้เลือกใช้สำหรับเธรดแต่ละประเภท แต่ที่นิยมมากที่สุด ได้แก่ เมตริกนิ้วท่อ
| เธรดเมตริก | ด้ายนิ้ว | ด้ายท่อ | |||||
|---|---|---|---|---|---|---|---|
| เส้นผ่านศูนย์กลางของเกลียวนิ้ว | ระยะห่างของเกลียว mm | เส้นผ่านศูนย์กลางดอกสว่านมม | เส้นผ่านศูนย์กลางของเกลียวนิ้ว | ระยะห่างของเกลียว mm | เส้นผ่านศูนย์กลางดอกสว่านมม | เส้นผ่านศูนย์กลางของเกลียวนิ้ว | เส้นผ่านศูนย์กลางรูเกลียว mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| ลบ.ม. | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| ลบ.ม. 5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
อีกครั้งเราให้ความสนใจกับความจริงที่ว่าเส้นผ่านศูนย์กลางของดอกสว่านสำหรับเกลียวนั้นถูกกำหนดไว้สำหรับเกลียวหยาบ (ด้ายมาตรฐาน)
ตารางเส้นผ่านศูนย์กลางของแกนเกลียวภายนอก
เมื่อทำงานในเธรดภายนอกสถานการณ์จะคล้ายกันมาก - ส่วนหนึ่งของโลหะถูกบีบออกไม่ถูกตัดออก ดังนั้นเส้นผ่านศูนย์กลางของแกนหรือท่อที่ใช้ด้ายควรมีขนาดเล็กกว่าเล็กน้อย แม่นยำแค่ไหน - ดูตารางด้านล่าง
| เส้นผ่านศูนย์กลางเกลียวมม | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| เส้นผ่าศูนย์กลางก้านมม | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |










ตารางด้าย คอลัมน์แรก เธรดเมตริก d.b. มีหน่วยเป็นมม. แล้วจึงเป็นเมตริก
การแก้ไข ตารางเธรดหญิงส่วนหัวคอลัมน์ที่ 1