Hur man lödar kopparrör
Hela VVS eller kopparuppvärmning görs sällan idag, men de gör det fortfarande. Om du räknar antalet år som koppar kan tjäna, visar det sig inte bara billigt utan också mycket billigt. Ändå är inte själva materialet det billigaste, men du kan spara på installationen - lödning av kopparrör är inte den svåraste uppgiften i världen. Det finns vissa regler och funktioner som vet vilken du kan uppnå en högkvalitativ anslutning.
Innehållet i artikeln
Typer av kopparrör och deras användning
Det finns två typer av kopparrör på marknaden: glödgad och oglödgad. Efter att de har glödgats genomgår de ytterligare värmebehandling - de värms upp till 600-700 ° C. Denna procedur återställer materialets elasticitet, som går förlorad under gjutningen. Därför är glödgade rör dyrare men också mer flexibla - de kan till och med tåla frysning av vatten. Nackdelarna med dessa produkter inkluderar lägre hållfasthet - det minskar på grund av uppvärmning.

Det finns olika kopparrör
Oblindade kopparrör är mer hållbara, men praktiskt taget inte böjda. Vid fördelning av vattenförsörjning eller uppvärmning skärs de i bitar, och alla kranar tillverkas med lämpliga beslag.
Det finns kopparrör med olika väggtjocklekar; de säljs glödgade i vikar på 25 och 50 meter, oglödgade i körningar på 3 meter. Om vi pratar om materialets renhet måste enligt GOST 859-2001 minst 99% koppar finnas i produkterna.
Anslutningsmetoder
Oftast är kopparrör anslutna med lödning och en uppsättning specialformade element - beslag. Det finns också beslag för tryckprovning. De har spår med en gummi O-ring monterad. De krymps med speciella tänger. Men denna teknik används sällan - lödning anses vara mer tillförlitlig.

Crimpbeslag
Det finns två tekniker för lödning av kopparrör med olika säljare:
- Låg temperatur - mjukt löd. Detta är bara vårt fall. Denna typ av anslutning används för att lägga vattenledningar och värmesystem med en arbetstemperatur på upp till 110 ° C. Låg temperatur är en relativ term. I lödningszonen värms material upp till 250-300 ° C.
- Lödning vid hög temperatur. Denna typ av anslutning används i nätverk med högt tryck och temperatur på det transporterade mediet. I hushållsnätverk - sällan (även om ingen förbjuder det), oftare i industriella nätverk.
Vilken typ av lödning av kopparrör som ska användas är ditt val. Båda typerna är lämpliga för både VVS och uppvärmning. Men den höga temperaturen kräver en professionell fackla, medan det mjuka lödet kan smältas även med en blåslampa eller en billig handbrännare med en liten engångsburk. För anslutning av kopparrör med liten diameter krävs inte mer.
Typer av kopparlödbeslag
I allmänhet finns det mer än två dussin olika formade element för kopparrör - beslag, men tre typer används oftast:
- kopplingar - för anslutning av två rör;
- hörn - för att vrida;
- tees - för att skapa grenar i rörledningen.

Kopplingar för lödning av kopparrör

Antalet beslag som används kan minimeras - koppar kan böjas, vilket minskar antalet önskade hörn. Om du vill kan du också göra det utan kopplingar: ena änden av rören kan utvidgas (med hjälp av en expander) så att röret går in i det och det finns en lucka för att komma dit (cirka 0,2 mm). När du skapar en förlängning bör rören överlappa minst 5 mm, men bättre - mer.
Det som är svårt att göra utan är utan tees. Det finns utrustning för att knacka i en böj - en fasning, men den tillhör proffsen och kostar mycket. Så i det här fallet är det billigare och lättare att klara sig med utslagsplatser.

Det finns beslag för lödning av kopparrör med hårdlödning
Det finns två typer av beslag - konventionella, med uttag som ger tillräckligt utrymme för att lödet ska flöda. Löd matas in i svetsområdet manuellt. Det finns beslag med inbäddat löd. Sedan bildas ett spår på sockeln, i vilken under produktionen installeras ett lödstycke, vilket gör lödningsprocessen enklare - du behöver bara värma svetszonen, men det leder till en ökad kostnad för beslag.
Förbrukningsvaror och verktyg
Förutom rör och rördelar behöver du också en fackla, löd och flöde för själva lödningen. Och också en rörbockare och några relaterade små saker för bearbetning innan du börjar arbeta.

Borste för rengöring av beslag från insidan
Löd och flöde
Lödning av kopparrör av alla slag sker med flöde och löd. Löd är en legering som vanligtvis baseras på tenn med en viss smältpunkt, men alltid lägre än koppar. Den matas in i lödzonen, värms upp till flytande tillstånd och strömmar in i fogen. Efter kylning ger den en tät och hållbar anslutning.
För amatörlödning av kopparrör med egna händer är säljare baserade på tenn med tillsats av silver, vismut, antimon, koppar lämpliga. Kompositioner med tillsats av silver anses vara de bästa, men de är de dyraste, de optimala är med koppartillsats. Det finns också blytillsatser, men de bör inte användas för VVS. Alla dessa typer av löd ger bra svetskvalitet och lätt lödning.

Flöde och löd är förbrukningsvaror
Mjukt löd säljs i små spolar, hårdlöd i buntar, skärs i bitar.
Innan lödningen påbörjas behandlas fogen med flöde. Ett flöde är ett flytande eller pastat medel som gör att det smälta lödet kan strömma in i fogen. Det finns inget att välja här: något flöde för koppar kommer att göra. Du behöver också en liten borste för att applicera flödet. Bättre - med naturliga borst.
Brännare
För mjuka lödtillämpningar kan du köpa en liten handfackla med en engångsbensburk. Dessa cylindrar är fästa på handtaget och har en volym på 200 ml. Trots sin ringa storlek är flamtemperaturen från 1100 ° C och högre, vilket är mer än tillräckligt för att smälta det mjuka lödet.
Vad du bör vara uppmärksam på är förekomsten av en piezo-tändning. Denna funktion är inte överflödig - det blir lättare att arbeta med. Det finns en ventil på handtaget på den manuella gasbrännaren. Den reglerar flamlängden (gasflödeshastighet). Samma ventil stänger av gasen om brännaren behöver släckas. Säkerheten säkerställs genom en backventil, som i frånvaro av en flamma stänger av gastillförseln.

Handbrännare för lödning av kopparrör
Vissa modeller har en flamavvisare. Det förhindrar att lågan sprids och skapar en högre temperatur i lödzonen. Tack vare detta låter brännaren med reflektor dig arbeta på de mest obekväma platserna.
När du arbetar i hushålls- och halvprofessionella modeller måste du vara försiktig - överhetta inte enheten så att plasten inte smälter. Därför är det inte värt att utföra många ransoner åt gången - det är bättre att låta utrustningen svalna och förbereda nästa anslutning just nu.
Relaterade material
För att skära kopparrör behöver du en rörskärare eller en bågfil med ett metallblad. Skäret måste vara strikt vertikalt, vilket garanterar rörskäraren. Och för att garantera ett smidigt snitt med en bågfil, kan du använda en vanlig snickerilåda.

Rörskärare
När du förbereder rör måste de rengöras. För detta finns det speciella metallborstar och borstar (för rengöring av den inre ytan), men du kan klara dig med sandpapper med medium och fin korn.
Det finns fasningsverktyg för att ta bort grader från skär.Röret som utarbetats av dem passar bättre in i beslaget - dess hylsa är bara en bråkdel av en millimeter större än den yttre diametern. Så den minsta avvikelsen leder till svårigheter. Men i princip kan allt elimineras med sandpapper. Det tar bara mer tid.
Det är också tillrådligt att ha skyddsglasögon och handskar. De flesta gör-det-själv-användare försummar dessa säkerhetsåtgärder, men brännskador är mycket frustrerande. Det här är allt material och verktyg som behövs för att lödda kopparrör.
Steg-för-steg-kopparlödteknik
Lödning av kopparrör börjar med förberedelsen av fogen. Anslutningens tillförlitlighet beror på beredningens kvalitet, ägna därför tillräckligt med tid och ansträngning till denna process.
Lödning av kopparrör består av flera steg
Förbereder anslutningen
Som redan nämnts bör skärningen på röret vara strikt vertikalt, utan grader, röret ska inte fastna, kanten ska vara jämn och slät. Om det till och med är små avvikelser tar vi en avfasning eller sandpapper och tar skäret till idealet.

Det är nödvändigt att ta bort det oxiderade skiktet
Därefter tar vi beslaget, sätter in röret i det. den del som går in i uttaget behöver rengöras. Vi tar ut röret och tar bort det övre oxiderade lagret från denna del av röret med sandpapper. Sedan utför vi samma operation med klockans inre yta.
Fluxapplikation
Flödet appliceras på hela den rengjorda ytan - utanför röret och inuti beslaget. Det finns inga svårigheter - kompositionen fördelas jämnt med en pensel.

Fluxapplikation
Lödning
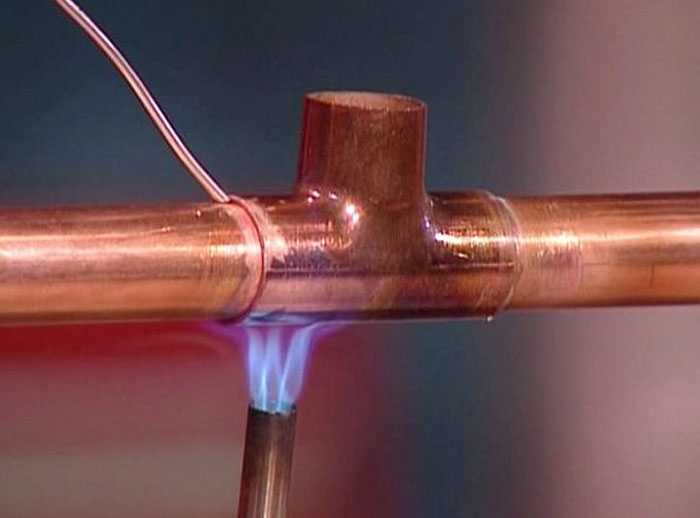
De bearbetade rörledningsfragmenten sätts in i varandra och fixeras. Om det finns en assistent kan han hålla delarna orörliga. Om inte, måste du tänka dig själv. Sedan tänds brännaren, flammen riktas mot korsningen. Flamtemperaturen är från tusen grader och över, och det är nödvändigt att värma korsningen upp till 250-300 ° C, och det tar 15-25 sekunder. Samtidigt kan du fokusera på flödets färg - så snart det mörknar är det dags att injicera lödet.
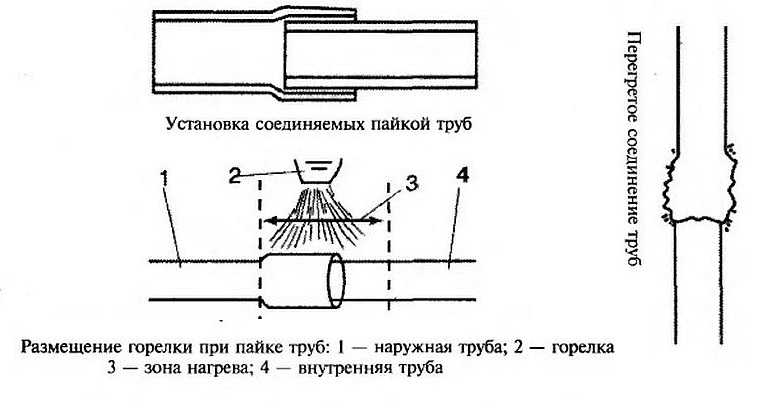
Rätt plats för brännaren vid lödning av kopparrör med egna händer
För att säkerställa enhetlig uppvärmning, rikta brännarens eld i mitten av fogen. Sedan värms hela svetszonen jämnare.

Lödning av kopparrör med mjukt löd
Lödet injiceras i korsningen - där kopplingen och röret går ihop. När den värms upp börjar den smälta, spridas och fylla klyftan mellan elementen. Den kan bara appliceras hälften av längden - när den smälter kommer den att strömma in i resten av anslutningen. Egentligen är det allt - lödningen av kopparrör är över. Alla andra anslutningar gör detsamma.
När du använder hårdlöd är allt nästan detsamma, endast andra brännskador används - gasflammor, och under lödprocessen är det nödvändigt att vrida röret och linda det mjukade lödet på röret.
-
 Modulhus från blockcontainrar: typer, tillverkningsfunktioner och layoutalternativ
Modulhus från blockcontainrar: typer, tillverkningsfunktioner och layoutalternativ
-
 Hus från fraktcontainrar: konstruktionsalternativ, layout
Hus från fraktcontainrar: konstruktionsalternativ, layout
-
 Typer av träbjälkar för golv, längdberäkning, installation
Typer av träbjälkar för golv, längdberäkning, installation
-
 Husbilar för användning året runt
Husbilar för användning året runt
-
 Polymer / kompositdäck (WPC-trall): typer, storlekar, installation
Polymer / kompositdäck (WPC-trall): typer, storlekar, installation





Den enda platsen där allt är klart, klart, förståeligt, det viktigaste är utan vatten. Tack!!!