Sandpapir (sandpapir, sandpapir eller slipepapir): typer og klassifisering
For sliping brukes utjevning av tre, metall, stein, plast, slipende materialer. For manuell etterbehandling eller bruk av håndsliper er det nødvendig med sandpapir. Dette er et materiale med en grov overflate. Graden av "ruhet" bestemmer sandpapirets kornstørrelse. Hva er det og hvordan er det valgt, hvilke andre typer sandpapir kan være, hvordan du velger det. Vi leser om alt dette videre.
Innholdet i artikkelen
Hva er sandpapir
Emery, sandpapir (eller bare sandpapir), sandpapir, slipepapir eller sandpapir er alle navn på det samme materialet. Dette materialet er et fleksibelt slipemiddel for manuell eller maskinvarebehandling av forskjellige materialer. Det er smerte for metall, tre, plast, glass. Noen ganger brukes de også til å behandle gips og sparkelmasse, men for disse formålene kan et slipemask være mer praktisk. Det tetter seg ikke på den måten.
Sandpapir, sandpapir eller papir, smergel, sandpapir - det handler om dette materialet
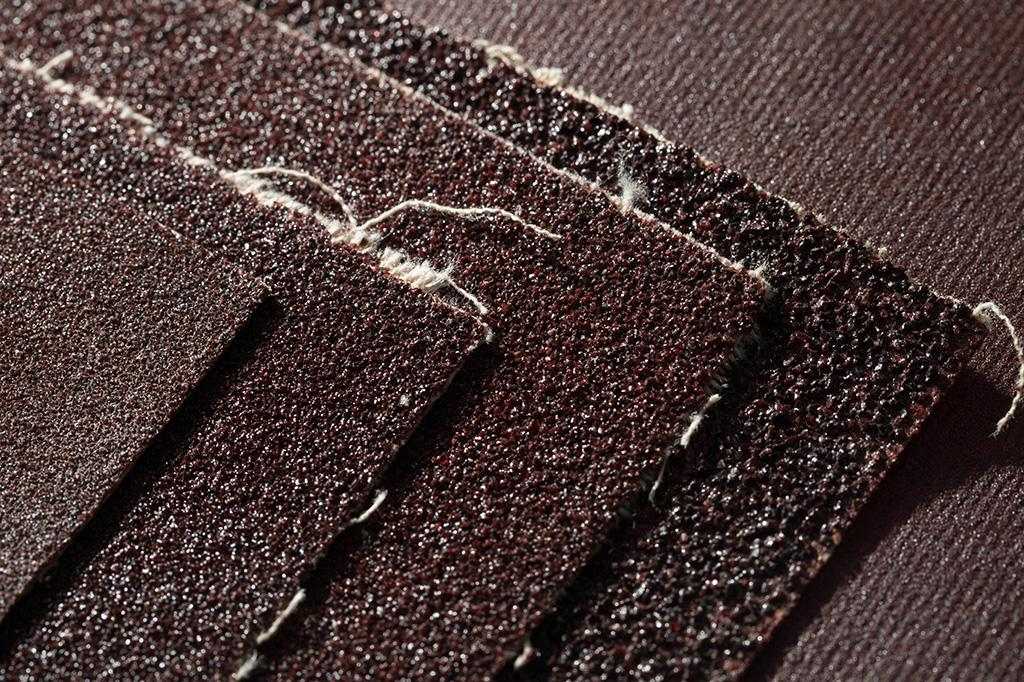
Slipemidler for slipemidler er små partikler av harde materialer i forskjellige størrelser. Disse partiklene kalles korn og deres størrelse kalles grus. De er limt til en fleksibel base. Slipepapirbasert slipepapir er mer vanlig. Dette er den billigste typen, men ikke den mest holdbare. Stoffbunnen er mer pålitelig, men den kan strekke seg, noe som heller ikke alltid er praktisk når du arbeider. Polyetylenbasert smergel er et vanntett slipemateriale. Dette er den dyreste typen, men den kan fungere selv i vann. For våtbearbeiding brukes også sliping på vanntett papir.

Bruk sandpapir til bearbeiding av metall, tre, plast, glass
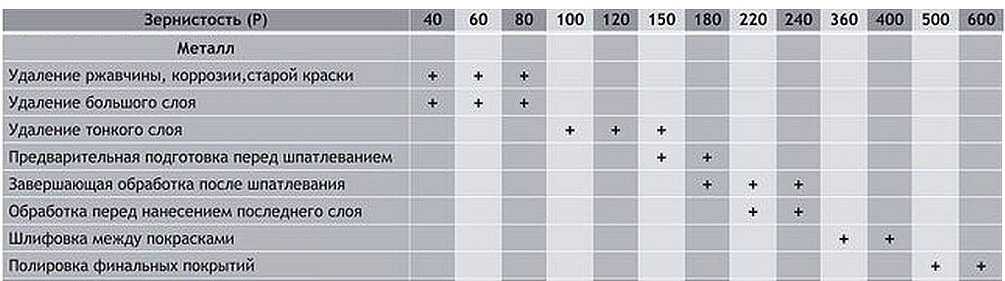
Emery-papir brukes til å eliminere uregelmessigheter og mangler, for å oppnå en glatt overflate, sliping og polering. Så sliping kan være grov eller fin. Grov betyr fjerning av maling eller rust, grader og den første nivelleringen av overflaten. For dette arbeidet brukes et materiale med stort (fra 500 mikron til 1 mm eller mer) og medium (fra 200 mikron til 500 mikron) korn. Å få en flat og jevn overflate - sliping, polering - dette er allerede en fin eller etterbehandling. For denne typen arbeid brukes et fint kornpapir (mindre enn 200 mikron).
Former for utgivelse og typer
Den vanlige frigjøringsformen er i ruller eller ark. Ark kan være basert på papp, eller det kan være på tykt papir. Ofte er det mer stivt enn rull. Rulle brukes oftere på beltesliper, og også til manuell bruk. I tillegg er det følgende typer slipemidler:
- Slipende hjul. Brukes til å montere på redskaper til spesialmaskiner. Dette kan være kverner, borekroner, vinkelslipere. Det finnes forskjellige typer:
- Vanlige sirkler med forskjellige diametre og forskjellige kornstørrelser.
- Med borrelås, limt på ryggen.
- Kronblad er når strimler av sandpapir limes til underlaget. De kan ha forskjellige kornstørrelser. De brukes til grov bearbeiding av metaller (vanligvis), for å fjerne maling (inkludert fra betong).

Slipepapir produseres i form av ark, ruller, belter, sirkler. Det finnes andre skjemaer - for verktøyvedlegg
- Belter for beltesliper.De har en viss lengde og bredde - for de vanligste standardstørrelsene.
- Nett. Tynn ledning flettet sammen i form av et nett. Slipende partikler fester seg til ledningen. Slike materialer er praktiske for sliping av gips, siden det meste av det resulterende støvet søler gjennom maskecellene og slipemiddelet ikke tetter seg. Det er dette materialet som brukes til å jevne ut gips for maling.

Det er også slipesvamper. Dette er et slipemiddel som påføres på polyuretanskum. Denne typen slipemiddel brukes til å glatte overflater med spor, gjenger, fordypninger. Slipende partikler kan påføres en, to eller fire sider av svampen. De kan være av samme størrelse eller forskjellige. Men vanligvis er dette et lite korn, bare forskjellige grader av "finhet". Svamper er mer praktiske, siden de tar en hvilken som helst form, i tillegg kan de vaskes av støv og tørkes. Antall spylinger er ikke begrenset. De lider ikke av vask, de kan brukes mens kornet ikke er smuldret. Og det kommer an på kvaliteten.
Typer sandpapirkorn
Som allerede nevnt er sandpapirkornets størrelse størrelsen på de slipende fragmentene. De måles i mikrometer. Det minste kornet som finnes i sandpapir er bare 3-5 mikron, det største er 1000 mikron (dette er 1 mm). I henhold til kornstørrelsen skiller man ut finkornede og grovkornede slipemidler.
Vanligvis er vi bare interessert i kornstørrelsen eller kornstørrelsen på sandpapiret
Russiske standarder
For å kunne forstå hva slags materiale som er foran deg, er størrelsen på det slipende kornet angitt i merkingen. Men med henne er det ikke så enkelt. I løpet av Sovjetiden ble GOST (3647-80) introdusert, og betegnelsen fremdeles eksisterer, selv om det i 2005 ble introdusert en ny standard (GOST R 52381-2005), som ble utviklet på grunnlag av europeiske standarder. Forskjellen mellom den gamle og den nye GOST er betydelig.
Denne merkemetoden brukes i noen land i det post-sovjetiske rommet.
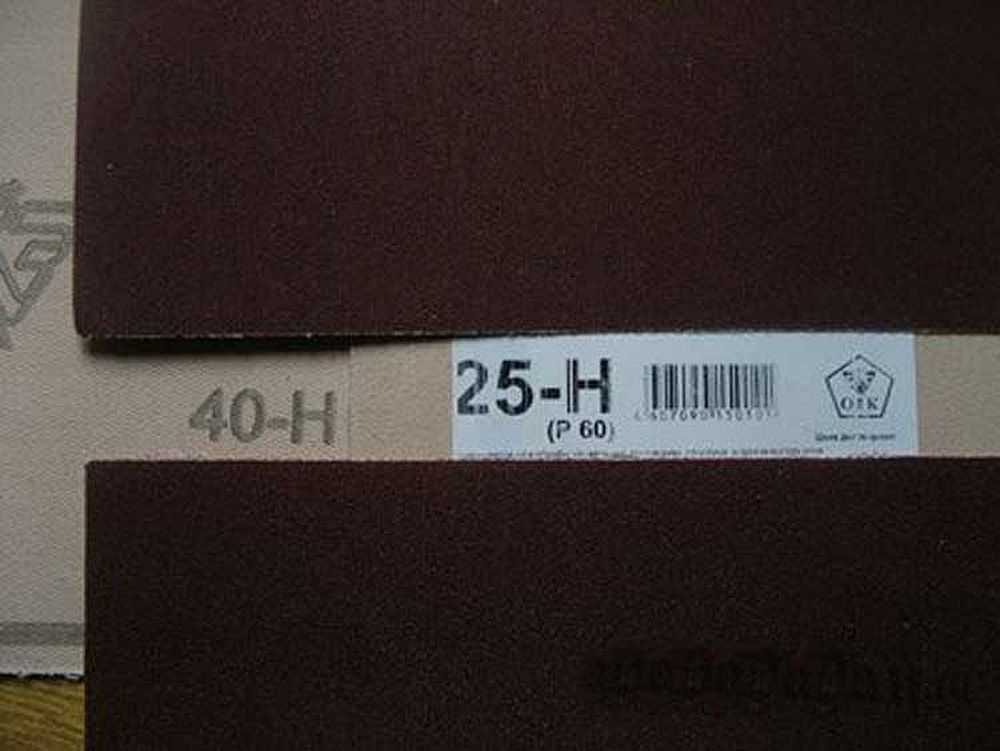
- Gammel standard minimum kornstørrelse er foreskrevet. Det vil si at jo større antall, jo større korn. Men vi må huske på at noen av kornene er mindre. I tillegg er merkingen (bokstavbetegnelse) forskjellig for grovt og fint korn. Dette er verdt å huske.
- Til grov smerte, er sandpapirkornet angitt i mikroner, og etter det skriver de bokstaven H med bindestrek foran - "H". For eksempel, 63-NDette betyr at minimum kornstørrelse på Emery vil være 63 mikron eller 630 mikrometer (μm). Men det vil også være større partikler. Hvor mye større? Litt mindre enn forrige merke. I dette tilfellet er bare 80-H større enn 63-H, det vil si at kornet vil være litt mindre enn 800 mikron. Det andre eksemplet er 6-H. Kornstørrelsen er ikke mer enn 6 mikron eller 60 mikron, og de største vil ikke være mer enn 80 mikron (siden forrige klasse 80-N).
| Kornmerking av sandpapir i henhold til GOST 3647 | ISO 6344-merking (GOST 52381-2005 Russland) | Kornstørrelse i mikrometer (μm) | Omfang og typer arbeid |
|---|---|---|---|
| 80-R | P22 | 800-1000 | Grov bearbeiding av stål, annet metall, tre, fjerning av rust, grater |
| 63-N | P24 | 630-800 | |
| 50-N | P36 | 500-630 | |
| 40-N | P40 | 400-500 | Grovt treverk, primær sliping av tre |
| 32-H | P46 | 315-400 | |
| 25-N | P60 | 250-315 | |
| 20-N | P80 | 200-250 | Utjevning, Primærsliping. Puss, tre, metall |
| 16-H | P90 | 160-200 | |
| 12-H | P100 | 125-160 | |
| 10-H | P120 | 100-125 | |
| 8-H | P150 | 80-100 | Fjerne maling, pusse metall og myke tresorter, forberede deg på pussing av hardved |
| 6-H | P180 | 63-80 |
-
- Når merking av fin slipeklut kornstørrelsen er angitt i mikrometer, og etter tallet satte bokstaven "M"(Ingen bindestrek). Eksempel: 14M. Dette betyr at den største kornstørrelsen på slipepapiret er 14 mikrometer, men det er også finere kornstørrelser på opptil 10 mikron.
- I følge den nye standarden (GOST R 52381-2005) kornstørrelsen på sandpapiret er indikert med antall silfibre som slipemiddelet siles gjennom. Det viser seg at jo lavere antall, jo større er kornet. Bokstaven "P" er plassert foran tallet.
| Sandpapirmerking i henhold til GOST 3647-80 | Slipepapir merket ISO 4344 (GOST 52381-2005 Russland) | Slipepapirets kornstørrelse i mikrometer (μm) | Hva fungerer å bruke |
|---|---|---|---|
| 5-H eller M 63 | P240 | 50-63 | Jevner ut før maling og sliping av harde steiner |
| 4-H eller M 50 | P280 | 40-50 | |
| H-3 eller M 40 | P400 | 28-40 | Endelig utjevning for maling, tresliping |
| H-3 eller M28 | P600 | 20-28 | |
| N-1 eller M20 | P1000 | 14-20 | Sliping av metall, plast, keramikk, våt lapping til glatt tre |
| M14 | P1200 | 10-14 | |
| H-0 eller M10 | R1500 | 7-10 | Ultrafin polering av metall, etterbehandling til glans av plast, tre |
| H-01 eller M7 | P2000 | 5-7 | |
| H-00 eller M5 | P2500 | 3-5 |
Som du kan se, er det allerede ganske forvirrende. Det skal også sies at i følge den gamle standarden kan finkornet smergel ha en dobbel betegnelse - med bokstavene M og H - som i tabellen. Videre var det oftere alternativene i mikroner som var i bruk. Derfor kalles det fineste kornet - 5M eller 00-N - ofte null. Dette er fordi den er 3-5 mikrometer i størrelse. Dette kan betraktes som null ved avrundingsregler. Det er her navnet kommer fra.
Samsvarstabeller for andre land
Som du ser er situasjonen ikke lett. Og det er også amerikansk ANCI (USA og Canada), europeisk FEPA eller dets andre navn ISO 6344, japansk JIS og kinesisk GB2478. Videre, på markedet kan du finne materiale fra nesten alle disse landene / deler av verden. Så det er ønskelig å ha minst noen data. De vanligste vises i tabellene.

Kornbetegnelsestabell for forskjellige standarder: grov
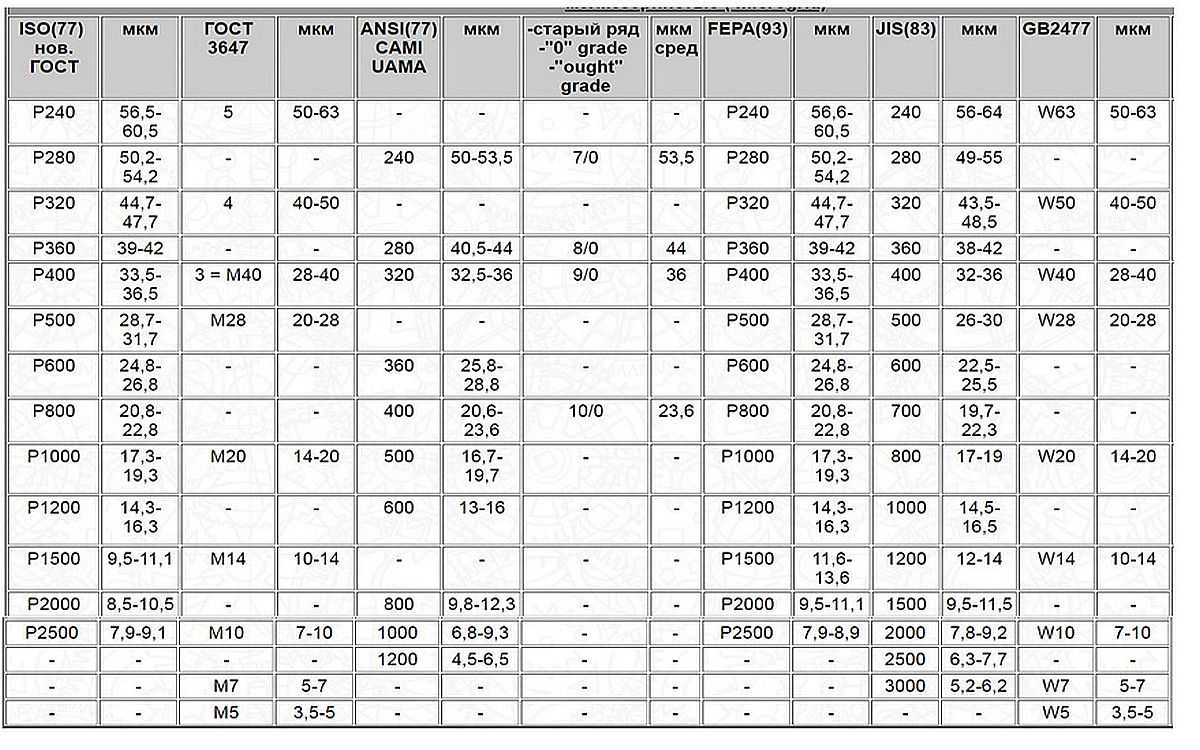
Country Sandpaper Grit: Fine
Merk at ved siden av hver kolonne er kornstørrelsen i mikrometer (mikrometer). Størrelsene er forskjellige. For arbeid kan dette være viktig.
Sandpapirmerking
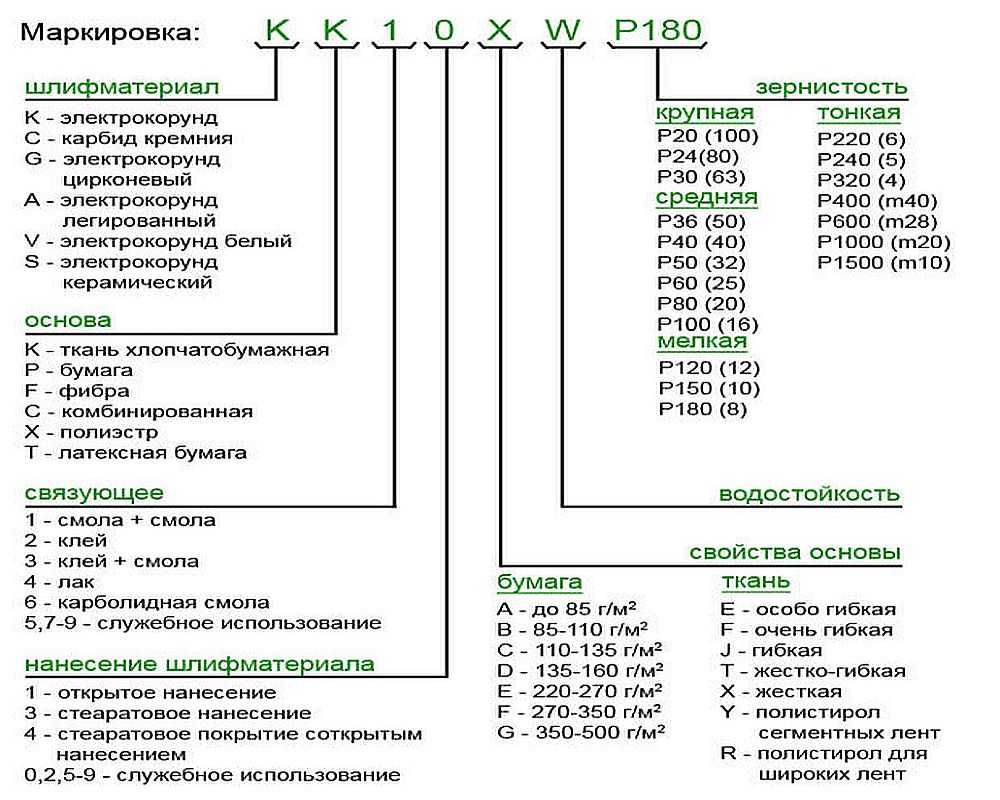
Sandpapirmerking er et sett med bokstaver og tall, som koder fullstendig informasjon om substrat, slipemiddel, påføringsmetode, sammensetning og kornstørrelse. Vi har allerede undersøkt kornetheten. Denne parameteren vises på slutten av en serie bokstaver og tall. Det er mer eller mindre klart med ham. Generelt viser merkingen av sandpapir følgende data (fra første tegn):
- hvilket materiale kornet er laget av;
- bunnen av huden;
- et bindemiddel som kornet limes til underlaget;
- metoder for påføring av korn;
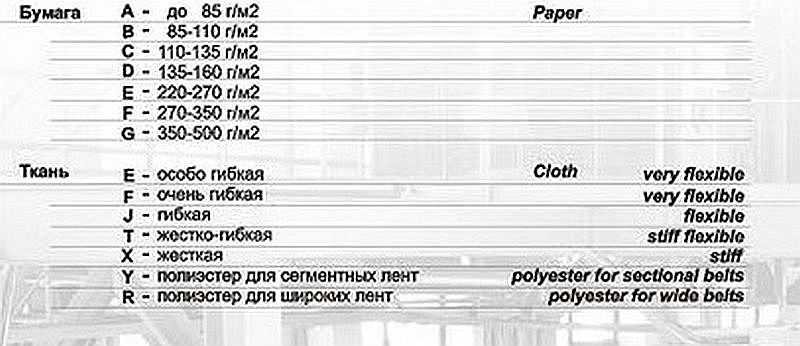
- type base (papir eller stoff);
- vannmotstand (hvis ikke vannavstøtende, er det ingen merke);
- sandpapirkorn.
Sliping av papir
La oss håndtere resten av egenskapene som er kryptert i merkingen. Bokstavene er på latin. La oss ta for eksempel hva følgende markering betyr: KK19XW. Så:
- første K - type slipende - normalt smeltet aluminiumoksyd;
- andre K - base - bomullsstoff;
- 1 - to-lags påføring av et bindemiddel (harpiks + harpiks).
- 9 - søknadstypen er uklar;
- X - type tekstil - hard.
- W - indikerer at materialet er vanntett.
Deretter skal det være bokstaven P og tallene, som bestemmer kornstørrelsen på smergelen.
Slipende typer
Den første bokstaven i merkingen angir materialet som slipemiddelet er laget av. Det er slipematerialet som er ansvarlig for hvor mye innsats som må brukes under behandlingen. Jo sterkere det er, jo lenger kan du jobbe med ett stykke hud. Dessverre er regelen her at jo bedre, jo dyrere.
- K - "vanlig" elektrokorund. Slipemiddelet er brunt (nyanser kan variere). Det vanligste og relativt rimelige materialet.
- C - silisiumkarbid. Veldig slitesterkt materiale. I lang tid er det ikke slettet og tetter litt. For behandling av glass og plast, for etterbehandling av metallpolering.
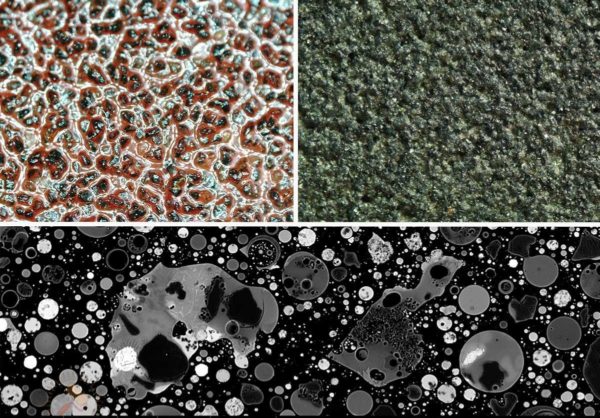
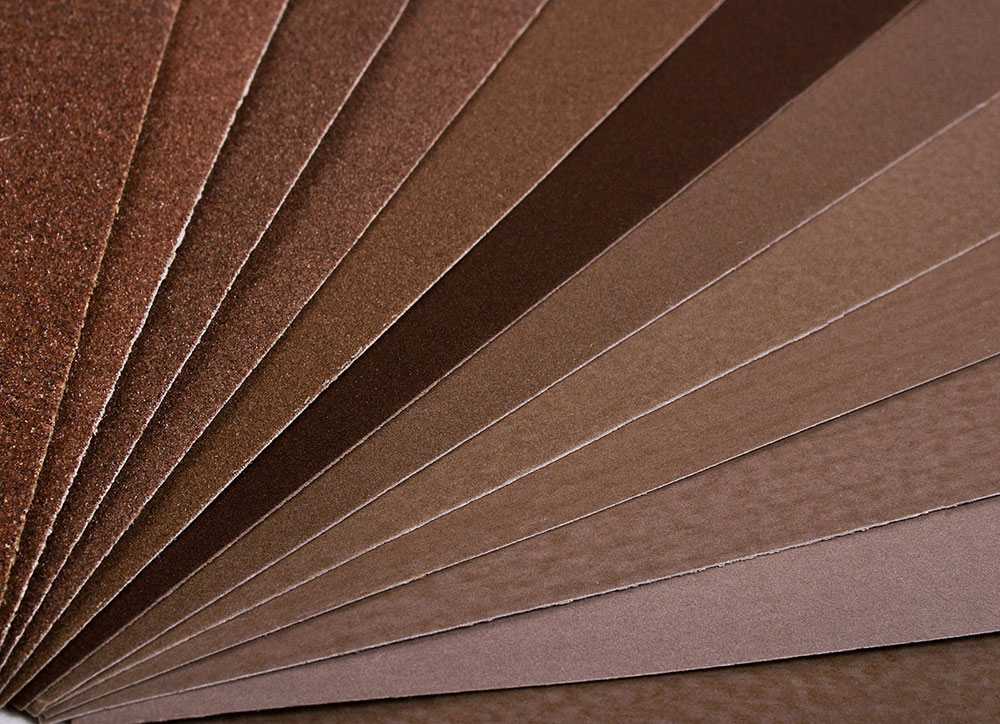
Varianter av sandpapir. De skiller seg ikke bare i størrelsen på kornet, men også i materialet som dette kornet er laget av.
- G - zirkonium smeltet aluminiumoksyd. Den har en mursteinrød farge på grunn av tilsetning av zirkonium. Skiller seg i økt slitestyrke, men er dyrere enn "vanlig".
- A - legert elektrokorund. Har tilsetning av titan, som gir den en blå farge. Den mest, kanskje holdbare. Anbefales for sliping av vanskelige å arbeide materialer.
- V - hvitt smeltet aluminiumoksyd. Skiller seg i hvitt på grunn av den store mengden aluminium.
- S - keramisk smeltet aluminiumoksyd.
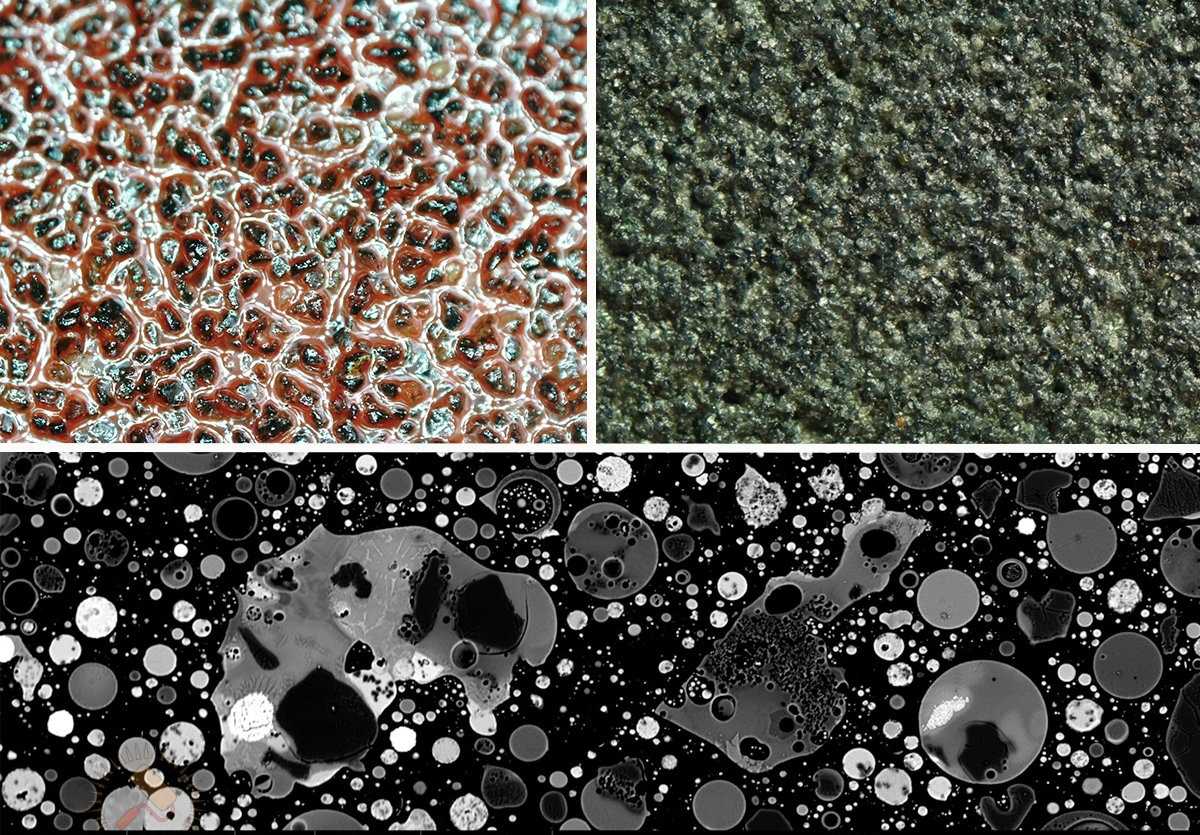
Hvis du ser på bildet, bestemmer du deg for at det er farget toner, forgjeves. Ulike tilsetningsstoffer som brukes til fremstilling av slipende stoffer, gir den forskjellige farger. En annen ting er at vi ofte ser brunt, grått eller mørkegrått sandpapir for sliping. De er rett og slett de billigste og mest populære.
Basetyper
Slipemiddelet er materialet som slipemiddelet limes på. Dette materialet bestemmer graden av fleksibilitet, deformasjonsmotstand. Det avhenger også av basen om denne typen sliping kan brukes til tørr eller våtsliping.
I merkingen krypteres basetypen med andre bokstav.
- Vevd base. Kluter er vevd av bomull og syntetiske fibre:
- K - bomullsstoff. Høy styrke, slitestyrke, ikke redd for å bli våt. Blant ulempene - det kan forlenge seg under drift. Dette er dårlig for beltesliper.
- X - polyester tekstil. Sammenlignet med bomull er den mer slitesterk. Den brukes til å produsere bånd i forskjellige bredder. Basen er tett. Den kan strekke seg litt når du fyller på kverner og deformeres ikke over lang tid.

Emery klut - klut på vevd (tekstil) basis
- Y er syntetisk. Den brukes i møbelindustrien til sliping av trepaneler. Tåler veldig tunge belastninger.
- J - elastisk bomullsstoff. Den brukes til behandling av mindre lettelse.
- JJ eller F - bomullsstoff med økt elastisitet. Disse typer warp er for smale belter, for dyp avlastning. Strekk og bøy veldig bra.
- P - papirbunn. Rimelige, til og med veldig fine korn kan påføres. Null og andre finkornede slipemidler på dette grunnlaget. Kan ikke brukes til våtsliping (med vannforsyning) uten ytterligere impregnering. Emery papir kommer i forskjellige vekter. Et fint slipemiddel påføres en mindre tett, en grov til en tettere. Disse typer slipepapir er:
- A - tetthet 90 g / m², B - 110 g / m². For krittsom korn. Fleksibel, bøyer seg godt, tho muliggjør etterbehandling.
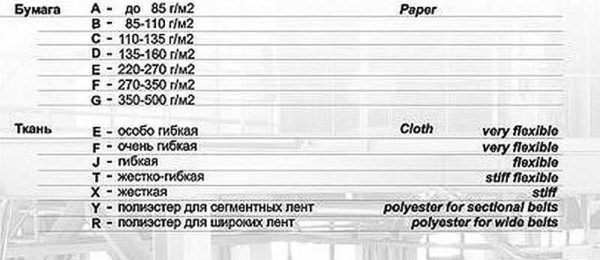
Sandpapir er det andre navnet på sandpapir
- C - tetthet 125 g / m², for mellomstore slipemidler. Denne typen er den mest populære. Kan være i ruller eller tynne ark.
- Tetthet av papir D - 150-180 g / m², type E - 220-250 g / m². Dette er grunnlaget for grove korn. Vanligvis tilgjengelig som ark (håndpåført) og smale belter, skiver for vibrasjonsslipere.
- Stive papirer F (270 g / m²) og T (300 g / m²) er grunnlaget for svært grove korn. Den brukes til å lage brede belter for store kverner.
- A - tetthet 90 g / m², B - 110 g / m². For krittsom korn. Fleksibel, bøyer seg godt, tho muliggjør etterbehandling.
- F - fiber. Tykt og slitesterkt lerret. Brukes til plater. Absorberer vann og er derfor ikke egnet for våtsliping.
- C er en kombinert base. Det er tungt papir, limt på den ene siden med en klut. Stoffet gjør papiret mer motstandsdyktig mot deformasjon, det holder lenger. De brukes vanligvis til store korn.
- T - latexpapir. Dette er en spesialisert type fundament som DIYere ikke bruker på grunn av de høye kostnadene.

Hvis vi snakker om basen, så er den billigste papirbaserte smergen. Den brukes vanligvis til manuell bearbeiding eller festes til et håndgrep. For kverner tas ofte en vevd base. Men bomull eller polyester er ditt valg. Hvem liker hva mer.
Binder
I den tredje posisjonen i merkingen av slipepapiret er det et tall som koder metoden for å feste slipemiddelet på underlaget. Bruk lim eller polymerharpikser, kombinasjoner derav. Limet "kleber" godt til slipemiddelet og underlaget. En-lags påføring av bindemidlet (på merkingen med nummer 2 i tilsvarende posisjon) brukes der smaragd ikke utsettes for mye stress.
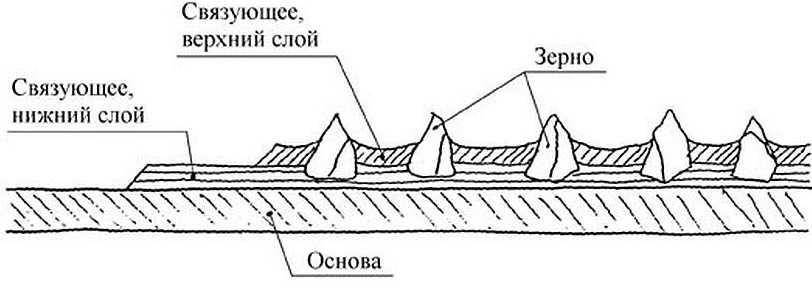
Metoder for liming av slipemiddel på underlaget. Lim eller harpiks brukes, kombinasjoner derav i annen rekkefølge
For å få et sterkere grep om kornene helles det et lag over limet.Ofte er det en harpiks (fenol eller annen). Det viser seg en haug - lim + harpiks (nummer 3 i merkingen). Det andre laget med bindemiddel gjør smaragden mer slitesterk.
Det er et annet alternativ - harpiks + harpiks (dette er 1 kodet). Det vil si at både første og andre lag er laget av bakelittharpiks. Kostnaden for dette alternativet er høyere, som bestemte bruksområdet - produksjon.
Metode for påføring og helling av korn
Det er to måter å påføre korn på det primære bindemiddellaget: fritt og elektrostatisk. Når de er frie, helles bare de slipende partiklene. De ligger i en fri rekkefølge, deres retning er tilfeldig. Med den elektrostatiske metoden for å fylle korn føres papir gjennom et elektrisk felt. Som et resultat har kornene den samme orienteringen, noe som gjør overflaten røffere.

Slipende brukes på forskjellige måter
I tillegg er det to typer kornfylling: åpen og lukket. De varierer i antall partikler per arealenhet. Med en åpen gjenfylling er skarpe fragmenter plassert i en avstand fra hverandre, basen er synlig (åpen). Dette papiret fungerer bra med løsmasser. For eksempel med tre. Trestøv våkner, slipemiddelet tettes ikke.
Lukket fylling av korn på smerler er tettere. Slipepartiklene ligger ved siden av hverandre, basen er praktisk talt lukket, ikke synlig. Denne typen slipepapir er bra for tøffe materialer (for eksempel stål).
Hva skal være sandpapirkornet for arbeid
Som du kan forestille deg, brukes forskjellige slipemidler til forskjellig bearbeiding av materialer. Nå handler det ikke om frigjøringsformen, men om størrelsen på kornet, måten det påføres på. Slipemetoden og påføringsmetoden er av sekundær betydning. De påvirker mer holdbarheten til materialet. Men som vanlig betyr bedre mer. Her velger alle selv. Men kornstørrelsen er bedre å velge for spesifikke oppgaver.
Sandpapir for sliping av tre for maling: valg av kornstørrelse
Hva sandpapir å male tre
For å forhindre at huden tetter seg, må kornet påføres med intervaller. Dette er en åpen type applikasjon. I dette tilfellet trenger du ikke ofte "slå ut" eller endre det. Basistype - papir eller stoff. Papir er billigere, stoff er dyrere. Hvis det er det kvern, se anbefalingene for det. For behandling for hånd kan du feste et stykke til en spesiell holder eller spikre det til en blokk.
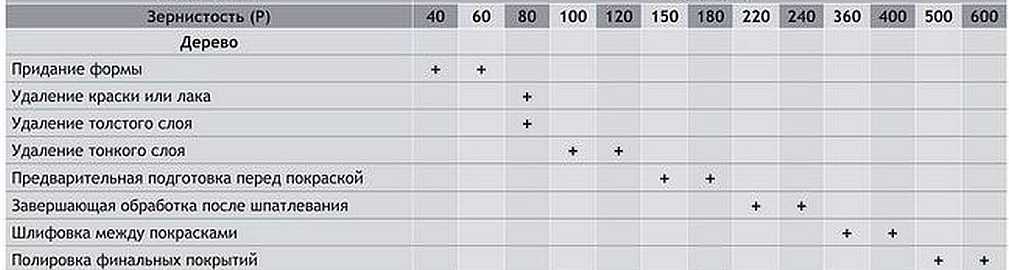
Hvordan velge sandpapirkorn for trebearbeiding
Anbefalinger for valg av kornstørrelse er gitt i tabellen. For primærbehandling brukes sandpapir fra P40 til P80. Dette er å forme, fjerne et tykt lag. Vi bruker de samme materialene for å fjerne lakk og maling fra tre. For å forberede treet for maling, trenger du P100 til P240. For pussing etter påføring av første lakk, ta P360 eller P400. Og etterbehandling til glatthet - faktisk polering og lakk - disse er allerede veldig små P500 og høyere. Generelt er polering et eget tema, og der må du male trinn for trinn og påføre maling eller lakk. Og hver gang kornet blir mer og mer subtilt. Og de avslutter poleringen med et generelt mykt poleringsmateriale (filt).
Hva slags smerte å bearbeide metall
For metallbearbeiding må du ta tøffere slipende materialer, noe som betyr dyrere. Normal korund vil takle aluminium og dets legeringer. De behandler også støpejern, bronse og svart stål. For messing trenger du minst zirkonium, men titan eller legert aluminiumoksyd er bedre. Og enda bedre - keramikk. Merk også - søknadsmetoden må være stengt.
For sliping og polering av metall er det behov for en annen type hud, og vi velger kornstørrelse for type arbeid
Prinsippet for å velge kornstørrelse er det samme: for grov prosessering er den økte "ruheten" av grove korn, jo finere bearbeidingen, jo finere er det slipende. For å fjerne rust og jevne ut grovheten, ta det groveste sandpapiret. Jo tynnere laget er, desto mindre blir kornstørrelsen. Så alt er logisk her.Men merk at det er to eller tre kornstørrelser for hver jobb. Dette betyr ikke at du trenger å ta noe av det ovennevnte. Dette betyr at hver størrelse må behandles for å få et godt resultat. Selv om utseendet ikke er så viktig for deg, kan du bruke en av de anbefalte størrelsene.
Sandpapir for plast, stein, keramikk og glass
Når det gjelder typen slipemiddel og dets anvendelse, er anbefalingene de samme: sterkere, tettere arrangement. Men pussing anbefales med vannforsyning, så det kreves en vanntett modifisering av smergen.

Sandpapir for plast: utvalg av korn
For etterbehandling av plast og glass vil selv det minste sandpapiret - det samme null eller P800 - være for grovt. Det vil etterlate synlige riper. Disse materialene blir glatt ved hjelp av GOI-pasta og enda tynnere slipingskomposisjoner. Men dette er en egen historie og dens egne teknologier.
-
 Modulhus fra blokkbeholdere: typer, produksjonsfunksjoner og layoutalternativer
Modulhus fra blokkbeholdere: typer, produksjonsfunksjoner og layoutalternativer
-
 Hus fra fraktcontainere: konstruksjonsalternativer, planløsning
Hus fra fraktcontainere: konstruksjonsalternativer, planløsning
-
 Typer trebjelker for gulv, lengdeberegning, installasjon
Typer trebjelker for gulv, lengdeberegning, installasjon
-
 Mobile hjem for bruk året rundt
Mobile hjem for bruk året rundt
-
 Polymer / kompositt terrassebord (WPC terrassebord): typer, størrelser, installasjon
Polymer / kompositt terrassebord (WPC terrassebord): typer, størrelser, installasjon





Satya er veldig hjelpsomme. Men jeg fant et avvik: ordene "mikron" og "mikrometer" i den sovjetiske skolen betydde det samme, en milliontedel av en meter. Bare "mikron" er et forkortet navn for "mikrometer", lærerne likte å gi det en spesiell betegnelse med den greske bokstaven "mu" (denne bokstaven er ikke på tastaturet mitt). Hvis jeg har rett, så bør den innledende delen av artikkelen rettes, ellers vil jeg ikke forstå noe om kornstørrelsen.
Du har rett, det var en unøyaktighet i beskrivelsen. Fikset. Takk skal du ha.
Ikke løst, hele plater er feil. Kutter øynene