Sådan loddes kobberrør
Fuldt VVS eller kobberopvarmning udføres sjældent i dag, men de gør det stadig. Hvis du tæller antallet af år, som kobber kan tjene, viser det sig ikke kun billigt, men meget billigt. Ikke desto mindre er selve materialet ikke det billigste, men du kan spare på installationen - lodning af kobberrør er ikke den sværeste opgave i verden. Der er visse regler og funktioner, der ved, hvilken du kan opnå en forbindelse af høj kvalitet.
Indholdet af artiklen
Typer af kobberrør og deres anvendelse
Der findes to typer kobberrør på markedet: udglødet og uudglødet. Efter udglødning gennemgår de yderligere varmebehandling - de opvarmes til 600-700 ° C. Denne procedure returnerer elasticitet til materialet, som går tabt under støbningen. Derfor er udglødte rør dyrere, men også mere fleksible - de kan endda udholde frysning af vand. Ulemperne ved disse produkter inkluderer lavere styrke - det falder på grund af opvarmning.

Der er forskellige kobberrør
Uglødede kobberrør er mere holdbare, men praktisk talt ikke bøjede. Ved distribution af vandforsyning eller opvarmning skæres de i stykker, og alle vandhaner er lavet ved hjælp af passende fittings.
Der er kobberrør med forskellige vægtykkelser; de sælges udglødet i bugter på 25 og 50 meter, uglødede i løbet af 3 meter. Hvis vi taler om materialets renhed, skal produkterne ifølge GOST 859-2001 indeholde mindst 99% kobber.
Forbindelsesmetoder
Oftest er kobberrør forbundet med lodning og et sæt specielt formede elementer - fittings. Der er også fittings til trykprøvning. De har riller med en gummi O-ring monteret. De er krympet med speciel tang. Men denne teknologi bruges sjældent - lodning betragtes som mere pålidelig.

Krympefittings
Der er to teknologier til lodning af kobberrør ved hjælp af forskellige sælgere:
- Lav temperatur - blød lodde. Dette er kun vores sag. Denne type tilslutning bruges til lægning af vandrør og varmesystemer med en arbejdstemperatur på op til 110 ° C. Lav temperatur er en relativ betegnelse. I loddeområdet opvarmes materialer til 250-300 ° C.
- Lodning ved høj temperatur. Denne type forbindelse bruges i netværk med højt tryk og temperatur på det transporterede medium. I husholdningsnetværk - sjældent (selvom ingen forbyder det), oftere i industrielle netværk.
Hvilken type lodning af kobberrør skal du vælge. Begge typer er velegnede til både VVS og opvarmning. Men den høje temperatur kræver en professionel fakkel, mens den bløde lodde kan smeltes selv med en blæselampe eller en billig håndbrænder med en lille engangsgasdåse. Til tilslutning af kobberrør med lille diameter kræves der ikke mere.
Typer af kobber loddet fittings
Generelt er der mere end to dusin forskellige formede elementer til kobberrør - fittings, men tre typer bruges oftest:
- koblinger - til tilslutning af to rør;
- hjørner - til drejning
- tees - for at skabe grene i rørledningen.

Koblinger til lodning af kobberrør

Antallet af anvendte fittings kan minimeres - kobber kan bøjes, hvilket reducerer antallet af nødvendige hjørner. Hvis du ønsker det, kan du også undvære koblinger: den ene ende af rørene kan udvides (ved hjælp af en ekspander), så røret går ind i det, og der er et hul til loddet at komme dertil (ca. 0,2 mm). Når du opretter en forlængelse, skal rørene overlappe mindst 5 mm, men bedre - mere.
Det, der er svært at undvære, er uden tees. Der er udstyr til at banke i en bøjning - en fasning, men det hører til den professionelle og koster meget. Så i dette tilfælde er det billigere og lettere at gøre med tees.

Der er fittings til lodning af kobberrør med loddet lodde
Der er to typer fittings - konventionelle med stikkontakter, der giver den nødvendige frigang for loddet at flyde. Lodde føres manuelt ind i svejsezonen. Der er fittings med indlejret lodde. Derefter dannes en rille på soklen, hvori der under produktionen er installeret et stykke lodde, hvilket gør lodningsprocessen lettere - du skal bare opvarme svejsezonen, men det fører til en stigning i omkostningerne ved fittings.
Forbrugsstoffer og værktøjer
Ud over rør og fittings har du også brug for en fakkel, lodning og flux - til selve lodningen. Og også en rørbukker og et par relaterede små ting til forarbejdning inden arbejdet påbegyndes.

Børste til rengøring af fittings indefra
Lodde og flux
Lodning af kobberrør af enhver art forekommer med flux og lodde. Loddet er en legering, der normalt er baseret på tin med et bestemt smeltepunkt, men altid lavere end kobber. Det føres ind i loddezonen, opvarmes til flydende tilstand og strømmer ind i leddet. Efter afkøling giver den en tæt og stærk forbindelse.
Til amatørlodning af kobberrør med egne hænder er solgere egnede på basis af tin med tilsætning af sølv, vismut, antimon, kobber. Sammensætninger med tilsætning af sølv betragtes som de bedste, men de er de dyreste, de optimale er med en kobbertilsætning. Der er også blyadditiver, men de bør ikke bruges til VVS. Alle disse typer lodde giver god svejsningskvalitet og let lodning.

Flux og lodde er nødvendige forbrugsvarer
Blød lodde sælges i små spoler, hård lodde i bundter, skåret i stykker.
Inden lodningens start behandles fugen med flux. En flux er et flydende eller pastaagtigt middel, der tillader smeltet lodde at strømme ind i leddet. Der er ikke noget at vælge imellem her: enhver strøm af kobber vil gøre. Du har også brug for en lille børste til at anvende fluxen. Bedre - med naturlige børster.
Brænder
Til applikationer med blød lodning kan du købe en lille håndbrænder med en engangsgasdåse. Disse cylindre er fastgjort til håndtaget og har et volumen på 200 ml. På trods af sin lille størrelse er flammetemperaturen fra 1100 ° C og højere, hvilket er mere end nok til at smelte det bløde lodde.
Hvad du skal være opmærksom på er tilstedeværelsen af en piezo-tænding. Denne funktion er ikke overflødig - det bliver lettere at arbejde med. Der er en ventil på håndtaget til den manuelle gasbrænder. Det regulerer flammelængden (gasstrømningshastighed). Den samme ventil slukker for gassen, hvis brænderen skal slukkes. Sikkerheden sikres ved hjælp af en kontraventil, som i fravær af en flamme vil lukke for gastilførslen.

Håndbrænder til lodning af kobberrør
Nogle modeller har en flammedeflektor. Det forhindrer flammen i at sprede sig, hvilket skaber en højere temperatur i loddezonen. Takket være dette giver brænderen med en reflektor dig mulighed for at arbejde de mest ubelejlige steder.
Når du arbejder i husholdnings- og semi-professionelle modeller, skal du være forsigtig - overophed ikke enheden, så plasten ikke smelter. Derfor er det ikke værd at udføre mange rationer ad gangen - det er bedre at lade udstyret køle af og forberede den næste forbindelse på dette tidspunkt.
Relaterede materialer
For at skære kobberrør har du brug for en rørskærer eller en stiksav med et metalblad. Skæringen skal være strengt lodret for at sikre rørskæreren. Og for at garantere et glat snit med en baufil, kan du bruge en almindelig tømrerarbejdskasse.

Rørskærer
Når du forbereder rør, skal de rengøres. Til dette er der specielle metalbørster og -børster (til rengøring af den indvendige overflade), men du kan klare dig med sandpapir med medium og fint korn.
For at fjerne grater fra snit er der skråninger.Røret, der udarbejdes af dem, passer bedre ind i beslaget - dets fatning er kun en brøkdel af en millimeter større end den ydre diameter. Så den mindste afvigelse fører til vanskeligheder. Men i princippet kan alt elimineres med sandpapir. Det tager kun længere tid.
Det anbefales også at have sikkerhedsbriller og handsker. De fleste gør-det-selv-brugere forsømmer disse sikkerhedsforanstaltninger, men forbrændinger er meget frustrerende. Dette er alle de materialer og værktøjer, der er nødvendige for at lodde kobberrør.
Trin-for-trin kobberlodningsteknologi
Lodning af kobberrør begynder med forberedelsen af fugen. Forbindelsens pålidelighed afhænger af kvaliteten af præparatet, og brug derfor nok tid og kræfter på denne proces.
Lodning af kobberrør består af flere trin
Forberedelse af forbindelsen
Som allerede nævnt skal afskæringen af røret være strengt lodret, uden burr, røret bør ikke sidde fast, kanten skal være jævn og glat. Hvis der endda er små afvigelser, tager vi en affasning eller sandpapir og bringer snittet til det ideelle.

Det er nødvendigt at fjerne det oxiderede lag
Dernæst tager vi beslaget, indsæt røret i det. den del, der går i stikkontakten, skal rengøres. Vi tager røret ud og fjerner det øverste oxiderede lag med et sandpapir fra denne del af røret. Derefter udfører vi den samme operation med klokkens indre overflade.
Flux applikation
Fluxen påføres hele den rensede overflade - uden for røret og inden i beslaget. Der er ingen vanskeligheder - kompositionen fordeles jævnt med en børste.

Flux applikation
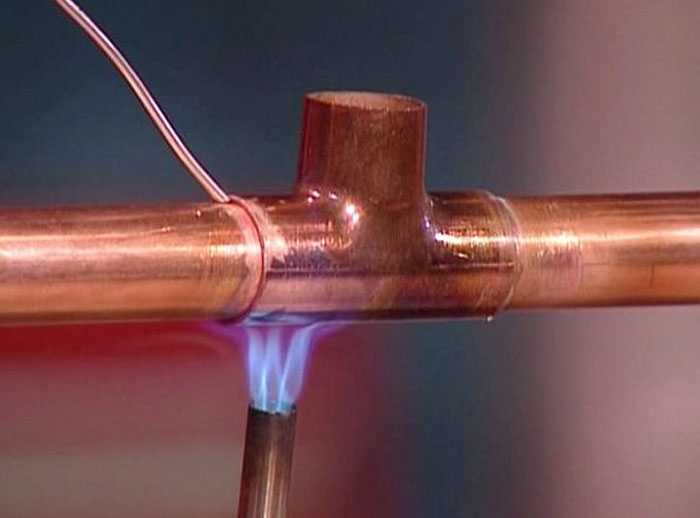
Lodning
De behandlede rørledningsfragmenter indsættes i hinanden og fikseres. Hvis der er en assistent, kan han holde delene ubevægelige. Hvis ikke, bliver du nødt til at undgå dig selv. Derefter tændes brænderen, flammen ledes til krydset. Flammetemperaturen er fra tusind grader og derover, og det er nødvendigt at varme krydset op til 250-300 ° C, og det tager 15-25 sekunder. På samme tid kan du fokusere på farven på fluxen - så snart det mørkner, er det tid til at injicere loddet.
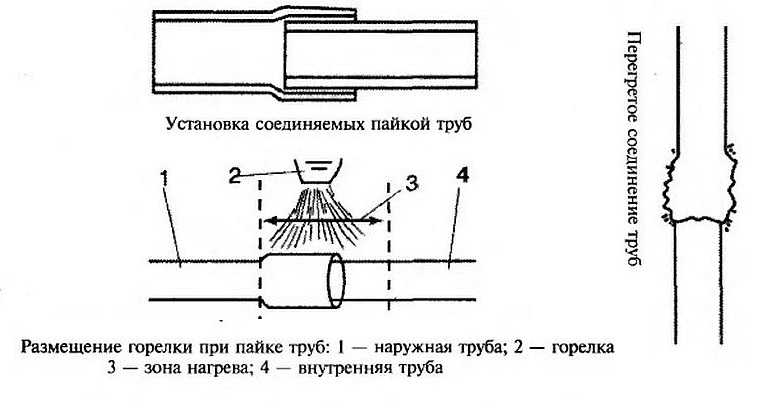
Brænderens korrekte placering ved lodning af kobberrør med egne hænder
For at sikre ensartet opvarmning skal brænderflammen rettes midt i samlingen. Derefter opvarmes hele svejsezonen jævnere.

Lodning af kobberrør med blød lodde
Loddet injiceres i samlingen - hvor beslaget og røret forbinder. Når det varmer op, begynder det at smelte, spreder sig og fylder hullet mellem elementerne. Den kan kun påføres halvdelen af længden - når den er smeltet, flyder den ind i resten af forbindelsen. Faktisk er det alt - lodningen af kobberrør er forbi. Alle andre forbindelser gør det samme.
Når du bruger hård lodning, er alt næsten det samme, kun andre forbrændinger anvendes - gasflamme, og under loddeprocessen er det nødvendigt at dreje røret og vikle det blødgjorte lodde på røret.
-
 Modulære huse fra blokcontainere: typer, produktionsfunktioner og layoutmuligheder
Modulære huse fra blokcontainere: typer, produktionsfunktioner og layoutmuligheder
-
 Huse fra fragtcontainere: konstruktionsmuligheder, layout
Huse fra fragtcontainere: konstruktionsmuligheder, layout
-
 Typer af træbjælker til gulve, længdeberegning, installation
Typer af træbjælker til gulve, længdeberegning, installation
-
 Mobile hjem til brug året rundt
Mobile hjem til brug året rundt
-
 Polymer / komposit-terrassebord (WPC-terrassebord): typer, størrelser, installation
Polymer / komposit-terrassebord (WPC-terrassebord): typer, størrelser, installation





Det eneste sted, hvor alt er klart, klart, forståeligt, det vigtigste er uden vand. Tak skal du have!!!