كيف لطهي المعدن الرقيق
يمثل لحام المعدن الرقيق تحديًا حتى بالنسبة لبعض عمال اللحام ذوي الخبرة. يواجه مبتدئي اللحام صعوبة عامة في اللحام. القواعد هنا ليست هي نفسها على الإطلاق عند لحام المنتجات السميكة: هناك العديد من الميزات والصعوبات ، مما يجعل من الصعب تحديد الأوضاع والأقطاب الكهربائية. من الأسهل القيام بذلك باستخدام أجهزة اللحام شبه الآلية ، لكنها نادرة جدًا في الحياة اليومية ، والعواكس أكثر شيوعًا. هنا سنتحدث عن لحام معدن رقيق بعاكس.
والصعوبة الأولى عند لحام معدن بسمك صغير هي أنه لا يمكن تسخينه كثيرًا: يحترق ، وتتشكل ثقوب. لذلك فهي تعمل وفق مبدأ "الأسرع كلما كان ذلك أفضل" ولا يوجد حديث عن أي مسارات لحركة الأقطاب الكهربائية على الإطلاق. يتم لحام الصفائح المعدنية الرقيقة عن طريق تمرير القطب في اتجاه واحد - على طول خط اللحام دون أي انحرافات.

عند لحام المعادن الرقيقة ، يتم تسخين الصفائح والانحناء
الصعوبة الثانية هي أنك تحتاج إلى العمل في التيارات المنخفضة ، وهذا يؤدي إلى حقيقة أن القوس يجب أن يكون قصيرًا. مع فصل طفيف ، يخرج للتو. قد تكون هناك أيضًا مشاكل في اشتعال القوس ، لذلك ، استخدم أجهزة ذات خاصية جيدة للجهد الحالي (جهد دائرة مفتوحة أعلى من 70 فولت) وتعديل سلس لتيار اللحام ، والذي يبدأ من 10 أ.
مصدر إزعاج آخر: مع التسخين القوي ، تتغير هندسة الصفائح الرقيقة: فهي تنحني في الأمواج. من الصعب جدا التخلص من هذا النقص. الخيار الوحيد هو محاولة عدم التسخين الزائد أو إزالة الحرارة (اقرأ عن الطريقة مع وسادات تبديد الحرارة أدناه).
عند اللحام التناكبي للصفائح الرقيقة من المعدن ، تتم معالجة حوافها وتنظيفها بعناية. إن وجود الأوساخ والصدأ سيجعل عملية اللحام أكثر صعوبة. لذلك ، قم بمحاذاة وتنظيف كل شيء بعناية. يضعون الملاءات قريبة جدًا من بعضها البعض - دون فجوة. يتم إصلاح التفاصيل باستخدام المشابك والمشابك والأجهزة الأخرى. ثم يتم لصق الأجزاء كل 7-10 سم بخيوط قصيرة - مسامير. تمنع الأجزاء من الحركة ويقل احتمال ثنيها.

إذا قمت بتنظيف الحواف جيدًا ، يمكنك الحصول على خط جيد.
كيفية طهي المعدن الرقيق باستخدام العاكس
آلات اللحام DC جيدة لأننا نستطيع اللحام بقطبية عكسية. للقيام بذلك ، قم بتوصيل الكبل بحامل القطب الكهربي بـ "+" ، وربط "-" بالجزء. مع هذا الاتصال ، يسخن القطب أكثر ، ويتم تسخين المعدن إلى الحد الأدنى.
حول، كيفية اختيار محول اللحام للمنزل أو للمنزل الصيفي ، اقرأ هنا.
من الضروري الطهي باستخدام أنحف أقطاب كهربائية: من 1.5 مم إلى 2 مم. في هذه الحالة ، تحتاج إلى اختيار معامل انصهار مرتفع: ثم حتى في التيارات المنخفضة ، سيكون التماس عالي الجودة. يتم ضبط التيار صغيرًا. بالنسبة للأقطاب التي يبلغ قطرها 1.5 مم ، يجب أن تكون حوالي 30-45 أمبير ، "اثنان" - 40-60 أمبير. في الواقع ، يضعون الأمر أحيانًا في مرتبة أدنى: من المهم أن تتمكن من العمل.
| سمك المعدن ، مم | 0.5 ملم | 1.0 ملم | 1.5 ملم | 2.0 مم | 2.5 ملم |
|---|---|---|---|---|---|
| قطر القطب ، مم | 1.0 ملم | 1.6 مم - 2 مم | 2 مم | 2.0 مم - 2.5 مم | 3 ملم |
| القوة الحالية ، أ | 10-20 أمبير | 30-35 أمبير | 35-45 ملم | 50-65 ملم | 65-100 ملم |
لجعل المعدن أقل تسخينًا ، توضع الأجزاء في اتجاه رأسي أو على الأقل في اتجاه مائل. ثم يطبخون من أعلى إلى أسفل ، مع تحريك طرف القطب بدقة في هذا الاتجاه (دون انحراف أو رجوع). زاوية الميل هي زاوية للأمام ، بينما قيمتها 30-40 درجة. لذا فإن تسخين المعدن سيكون ضئيلاً ، وهذه واحدة من أهم مهام لحام المعادن الرقيقة.
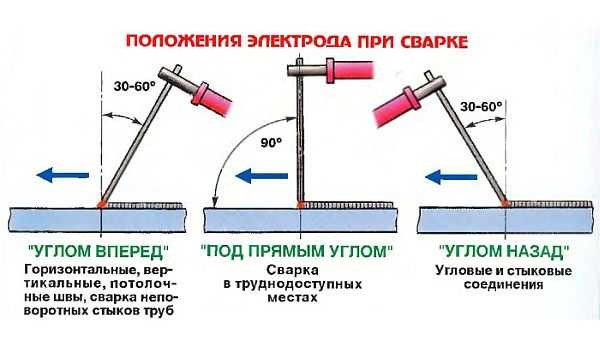
مواضع إلكترود اللحام واستخدامها
توصية عامة لاختيار أقطاب لحام المعادن الرقيقة: شراء أقطاب كهربائية مستوردة عالية الجودة لهذا العمل. ستكون هناك مشاكل أقل عدة مرات.
حول التصنيع سقيفة على إطار معدني ، اقرأ هنا.
تقنيات وطرق لحام الصفائح المعدنية الرقيقة
في بعض الأحيان تحتاج الصفائح الرقيقة إلى أن تكون ملحومة بزاوية.في هذه الحالة ، من الأنسب استخدام طريقة التشفيه: حواف الصفيحة مثنية بالزاوية المطلوبة ، مثبتة بخيوط عرضية قصيرة كل 5-10 سم.بعد ذلك ، يتم لحامها كما هو مذكور أعلاه: مع درز مستمر من أعلى إلى أسفل.
يوضح الفيديو كيفية لحام الصفائح المعدنية الرقيقة باستخدام قطب كهربائي باستخدام عاكس اللحام. يتم استخدام طريقة التشفيه: يتم ثني حواف الأجزاء ، ثم يتم لصقها في عدة أماكن مع طبقات قصيرة. ويلي ذلك لحام بقطب كهربائي رفيع بسمك 2 مم.
ليس من الممكن دائمًا تجنب الاحتراق عند اللحام بدون فصل. ثم يمكنك محاولة قطع القوس لبضع لحظات ، ثم خفض القطب مرة أخرى في نفس المكان ودفعه بضعة ملليمترات أخرى. لذا ، اسحب القوس وإعادته ، واطبخ. بهذه الطريقة ، اتضح أن المعدن لديه وقت ليبرد أثناء فصل القوس. في الفيديو ، سترى كيف يتغير لون مكان اللحام بعد إزالة القطب. الشيء الرئيسي هو عدم ترك المعدن يبرد كثيرًا.
يتم عرض اللحام المنفصل للمعدن الرقيق في الجزء الأول من الفيديو. طريقة الانضمام متداخلة (جزء يتداخل مع الآخر بمقدار 1-3 سم) ، ويستخدم قطب كهربائي بطبقة روتيل (للفولاذ الإنشائي ومنخفض السبائك). ثم يظهر لحام الفولاذ المقاوم للصدأ مع قطب كهربائي غير قابل للصدأ مع الطلاء الرئيسي ، وفي النهاية ، يتم لحام الوصلة المعدنية الحديدية بنفس قطب الفولاذ المقاوم للصدأ. بالمناسبة ، تبين أن التماس ذو جودة أفضل من استخدام الأقطاب الكهربائية الموصى بها.
اقرأ عن اختيار الأقطاب الكهربائية للحام بجهاز العاكس هنا.
إذا لم يكن التماس المستمر مطلوبًا عند لحام معدن رقيق ، فيتم استخدام لحام موضعي. باستخدام طريقة اللحام صغيرة الحجم هذه ، تقع المسامير على مسافة قصيرة من بعضها البعض. هذه الطريقة تسمى التماس المتقطع.

هذا ما يبدو عليه التماس المتقطع على المعدن الرقيق
بشكل عام ، من الصعب لحام الحديد الرقيق من طرف إلى طرف. التداخل أسهل: الأجزاء لا ترتفع درجة حرارتها بدرجة كبيرة وهناك فرصة أقل في أن "يؤدي" كل شيء.
اقرأ عن أنواع اللحامات والمفاصل هنا.
عند اللحام الكهربائي للمعدن الرقيق من طرف إلى طرف ، يمكنك وضع سلك رفيع بقطر 2.5-3.5 مم بين الألواح (يمكنك جلد الطلاء على الأقطاب الكهربائية التالفة واستخدامها). يتم وضعه بحيث يكون من الجانب الأمامي محاذيًا للسطح المعدني ، ومن الجانب الخطأ يبرز نصف القطر تقريبًا. عند اللحام ، يقود القوس على طول هذا السلك. يأخذ الحمل الحراري الرئيسي ، ويتم تسخين الصفائح المعدنية الملحومة بواسطة التيارات المحيطية. في الوقت نفسه ، لا ترتفع درجة حرارتها ، ولا تتعرض للتشنج ، والتماس سلس ، دون علامات ارتفاع درجة الحرارة. بعد إزالة السلك ، من الصعب رؤية آثار وجوده.

هذا ما يبدو عليه التماس عند لحام اللحام النحيف المعدني بسلك موصل للحرارة موضوع من الأسفل
طريقة أخرى هي وضع ألواح النحاس تحت المفصل. يتمتع النحاس بموصلية حرارية عالية جدًا - 7-8 مرات أعلى من الفولاذ. يتم وضعه تحت مكان اللحام ، حيث يزيل جزءًا كبيرًا من الحرارة ، مما يمنع ارتفاع درجة حرارة المعدن. هذه الطريقة في لحام المعادن الرقيقة تسمى "غرق الحرارة".
اقرأ كيفية لحام شرفة المراقبة المعدنية هنا. قد تكون مهتمًا بقراءة كيفية القيام بذلك شواء من اسطوانة غاز أو معدن؟ الشيء ضروري ومناسب لاتقان اللحام.
اللحام المجلفن
الصلب المجلفن - نفس الصفيحة الرقيقة ، مغطاة بطبقة من الزنك فقط. إذا كنت بحاجة إلى لحامها ، فسيتعين عليك إزالة هذا الطلاء بالكامل من الحواف للحام وتنظيف الفولاذ. هناك عدة طرق. الأول هو الإزالة ميكانيكيًا: باستخدام عجلة جلخ على مطحنة أو مطحنة ، وورق صنفرة وفرشاة معدنية. هناك طريقة أخرى - للحرق عن طريق اللحام. في هذه الحالة ، يمر القطب مرتين على طول خط التماس. في الوقت نفسه ، يتبخر الزنك (يتبخر عند 900 درجة مئوية) ، أبخرته شديدة السمية. لذلك يمكن تنفيذ هذا العمل إما في الشارع ، أو إذا كان هناك غطاء في مكان العمل.بعد كل تمريرة ، تحتاج إلى التخلص من التدفق.

من الأفضل لحام الفولاذ المجلفن في الخارج: تبخر الزنك ضار للغاية.
بعد الإزالة الكاملة للزنك ، يبدأ اللحام الفعلي. عند لحام الأنابيب المجلفنة ، ستكون هناك حاجة إلى تمريرين بأقطاب مختلفة للحصول على خط جيد. اللحام الأول ملحوم بأقطاب مطلية بالروتيل ، على سبيل المثال ، MP-3 ، ANO-4 ، OZS-4. في هذه الحالة ، يكون للتذبذبات سعة صغيرة جدًا. اجعل التماس العلوي أوسع. إنه يساوي تقريبًا ثلاثة أقطار من القطب. من المهم هنا عدم التسرع والغلي جيدًا. يتم استخدام هذا الممر بواسطة أقطاب كهربائية ذات طلاء أساسي (على سبيل المثال ، UONI-13/55 ، UONI-13/45 ، DSK-50).









