كيفية لحام الأنابيب النحاسية
نادرًا ما يتم إجراء أعمال السباكة أو التسخين النحاسي بالكامل اليوم ، لكنهم ما زالوا يقومون بذلك. إذا قمت بحساب عدد السنوات التي يمكن أن يخدمها النحاس ، فقد تبين أنه ليس رخيصًا فحسب ، بل رخيصًا جدًا. ومع ذلك ، فإن المادة نفسها ليست الأرخص ، ولكن يمكنك التوفير عند التثبيت - لا يعد لحام الأنابيب النحاسية أصعب مهمة في العالم. هناك قواعد وميزات معينة ، مع العلم أنه يمكنك تحقيق اتصال عالي الجودة.
محتوى المقال
أنواع الأنابيب النحاسية واستخداماتها
هناك نوعان من الأنابيب النحاسية في السوق: الأنابيب الملدنة وغير المدببة. بعد أن يتم تلدينها ، تخضع لمعالجة حرارية إضافية - يتم تسخينها إلى 600-700 درجة مئوية. يعيد هذا الإجراء المرونة إلى المادة التي يتم فقدها أثناء الصب. لذلك ، تعتبر الأنابيب الملدنة أكثر تكلفة ، ولكنها أيضًا أكثر مرونة - حتى أنها يمكن أن تتحمل تجميد الماء. تشمل عيوب هذه المنتجات قوة أقل - تتناقص بسبب التسخين.

هناك أنابيب نحاسية مختلفة
تعتبر الأنابيب النحاسية غير المصفحة أكثر متانة ، ولكنها لا تنحني عمليًا. عند توزيع إمدادات المياه أو التدفئة ، يتم تقطيعها إلى قطع ، ويتم تصنيع جميع الصنابير باستخدام التركيبات المناسبة.
توجد مواسير نحاسية بسماكات جدران مختلفة ، وتباع ملدنة في فتحات طولها 25 و 50 مترًا ، دون أن تكون مُعلنة بطول 3 متر. إذا تحدثنا عن نقاء المادة ، فوفقًا لـ GOST 859-2001 ، يجب أن تحتوي المنتجات على 99 ٪ على الأقل من النحاس.
طرق الاتصال
في أغلب الأحيان ، يتم توصيل الأنابيب النحاسية باستخدام اللحام ومجموعة من العناصر ذات الشكل الخاص - التركيبات. هناك أيضًا تجهيزات لاختبار الضغط. لديهم أخاديد مزودة بحلقة مطاطية على شكل حرف O. يتم تجعيدهم بكماشة خاصة. لكن هذه التقنية تستخدم بشكل غير منتظم - يعتبر اللحام أكثر موثوقية.

تركيبات تجعيد
هناك نوعان من التقنيات المستخدمة في لحام الأنابيب النحاسية باستخدام جنود مختلفين:
- درجة حرارة منخفضة - لحام ناعم. هذه هي حالتنا فقط. يستخدم هذا النوع من التوصيل لمد أنابيب المياه وأنظمة التدفئة بدرجة حرارة متوسطة تصل إلى 110 درجة مئوية. درجة الحرارة المنخفضة مصطلح نسبي. في منطقة اللحام بالنحاس ، يتم تسخين المواد إلى 250-300 درجة مئوية.
- لحام مختلط بدرجة حرارة عالية. يستخدم هذا النوع من الاتصال في الشبكات ذات الضغط العالي ودرجة الحرارة للوسط المنقول. في الشبكات المنزلية - نادرًا (على الرغم من عدم وجود أحد يمنع) ، وغالبًا في الشبكات الصناعية.
ما هو نوع الأنابيب النحاسية المختلطة التي يجب استخدامها هو اختيارك. كلا النوعين مناسبان لكل من السباكة والتدفئة. لكن درجة الحرارة المرتفعة تتطلب مشعلًا احترافيًا ، في حين يمكن صهر اللحام الناعم حتى باستخدام موقد اللحام أو شعلة يدوية غير مكلفة مع علبة غاز صغيرة يمكن التخلص منها. لتوصيل الأنابيب النحاسية ذات القطر الصغير ، لا يلزم المزيد.
أنواع وصلات اللحام النحاسية
بشكل عام ، هناك أكثر من عشرين عنصرًا مختلفًا لأنابيب النحاس - التركيبات ، ولكن غالبًا ما تستخدم ثلاثة أنواع:
- وصلات - لتوصيل أنبوبين ؛
- زوايا - للدوران
- المحملات - لإنشاء فروع في خط الأنابيب.

وصلات لحام الأنابيب النحاسية

يمكن تقليل عدد التركيبات المستخدمة - يمكن ثني النحاس ، مما يقلل من عدد الزوايا المطلوبة. أيضًا ، إذا كنت ترغب في ذلك ، يمكنك الاستغناء عن أدوات التوصيل: يمكن توسيع أحد طرفي الأنابيب (باستخدام موسع) بحيث يدخل الأنبوب فيه وهناك فجوة للوصول إلى هناك (حوالي 0.2 مم). عند إنشاء امتداد ، يجب أن تتداخل الأنابيب بمقدار 5 مم على الأقل ، ولكن أفضل - أكثر.
ما يصعب الاستغناء عنه هو بدون المحملات. هناك معدات للتنصت في المنعطف - مشطوف الحواف ، لكنها تخص المحترف وتكلف الكثير. لذلك في هذه الحالة يكون من الأرخص والأسهل الحصول على المحملات.

هناك تركيبات لحام الأنابيب النحاسية بالنحاس
هناك نوعان من التركيبات - تقليدية ، مع مآخذ توفر الخلوص المطلوب لتدفق اللحام. يتم إدخال اللحام في منطقة اللحام يدويًا. هناك تركيبات مع لحام مدمج. ثم يتم تشكيل أخدود على المقبس ، حيث يتم تثبيت قطعة من اللحام أثناء الإنتاج ، مما يجعل عملية اللحام أسهل - تحتاج فقط إلى تسخين منطقة اللحام ، ولكن يؤدي إلى زيادة تكلفة التركيبات.
المواد الاستهلاكية والأدوات
بالإضافة إلى الأنابيب والتجهيزات ، ستحتاج أيضًا إلى مشعل ولحام وتدفق للحام نفسه. وأيضًا أداة ثني الأنابيب وبعض الأشياء الصغيرة ذات الصلة للمعالجة قبل بدء العمل.

فرشاة لتنظيف التركيبات من الداخل
اللحيم والتدفق
يحدث لحام الأنابيب النحاسية من أي نوع مع التدفق واللحام. اللحام عبارة عن سبيكة تعتمد عادةً على القصدير بنقطة انصهار معينة ، ولكنها دائمًا ما تكون أقل من تلك الخاصة بالنحاس. يتم تغذيتها في منطقة اللحام ، وتسخن إلى حالة سائلة وتتدفق في المفصل. بعد التبريد ، يوفر اتصالًا محكمًا وقويًا.
بالنسبة لحام الأنابيب النحاسية للهواة بأيديهم ، فإن الجنود الذين يعتمدون على القصدير مع إضافة الفضة والبزموت والأنتيمون والنحاس مناسبون. تعتبر التركيبات مع إضافة الفضة هي الأفضل ، لكنها أغلى ثمناً ، وأفضلها مع إضافة نحاسية. توجد أيضًا إضافات للرصاص ، لكن لا ينبغي استخدامها في أعمال السباكة. كل هذه الأنواع من اللحام توفر جودة لحام جيدة ولحام سهل.

التدفق واللحام من المواد الاستهلاكية المطلوبة
يباع اللحام اللين في مكبات صغيرة ، لحام صلب في حزم ، مقطوع إلى قطع.
قبل بدء اللحام ، يتم التعامل مع المفصل بالتدفق. التدفق هو عامل سائل أو فطري يسمح للحام المنصهر بالتدفق إلى المفصل. لا يوجد شيء خاص للاختيار من بينها: أي تدفق للنحاس سيفي بالغرض. تحتاج أيضًا إلى فرشاة صغيرة لتطبيق التدفق. أفضل - بشعيرات طبيعية.
حارق
لتطبيقات اللحام اللين ، يمكنك شراء شعلة يدوية صغيرة بعلبة غاز يمكن التخلص منها. هذه الاسطوانات متصلة بالمقبض ويبلغ حجمها 200 مل. على الرغم من حجمها الصغير ، فإن درجة حرارة اللهب تتراوح من 1100 درجة مئوية وما فوق ، وهو أكثر من كافٍ لإذابة اللحام اللين.
ما يجب الانتباه إليه هو وجود اشتعال بيزو. هذه الوظيفة ليست زائدة عن الحاجة - سيكون من الأسهل العمل معها. يوجد صمام على مقبض شعلة الغاز اليدوية. ينظم طول اللهب (معدل تدفق الغاز). يقوم نفس الصمام بإيقاف تشغيل الغاز إذا احتاج الموقد إلى الإطفاء. يتم توفير الأمان من خلال صمام فحص ، والذي في حالة عدم وجود لهب ، سيغلق مصدر الغاز.

شعلة يدوية لحام الأنابيب النحاسية
تحتوي بعض الموديلات على عاكس للهب. يمنع اللهب من التشتت ، مما يخلق درجة حرارة أعلى في منطقة اللحام. بفضل هذا ، يتيح لك الموقد مع عاكس العمل في أكثر الأماكن غير الملائمة.
عند العمل في الموديلات المنزلية وشبه المهنية ، يجب أن تكون حذرًا - لا تسخن الوحدة حتى لا يذوب البلاستيك. لذلك ، لا يستحق إجراء العديد من الحصص في وقت واحد - من الأفضل ترك الجهاز يبرد وإعداد الاتصال التالي في هذا الوقت.
مواد ذات صلة
لقطع الأنابيب النحاسية ، تحتاج إلى قاطع مواسير أو منشار بشفرة معدنية. يجب أن يكون القطع رأسيًا تمامًا لضمان قطع الأنابيب. ولضمان قطع سلس بالمنشار ، يمكنك استخدام صندوق نجارة عادي.

قاطع الأنابيب
عند تحضير الأنابيب ، يجب تنظيفها. لهذا الغرض ، توجد فرش معدنية خاصة (لتنظيف السطح الداخلي) ، ولكن يمكنك الحصول على ورق الصنفرة بحبوب متوسطة ودقيقة.
لإزالة نتوءات القطع ، هناك مشطوف.الأنبوب الذي تم تصنيعه بواسطتهم يتناسب بشكل أفضل مع التركيب - لا يزيد حجم المقبس الخاص به عن جزء من المليمتر عن القطر الخارجي. لذا فإن أدنى انحراف يؤدي إلى صعوبات. ولكن ، من حيث المبدأ ، يمكن القضاء على كل شيء بورق الصنفرة. سوف يستغرق المزيد من الوقت فقط.
من المستحسن أيضًا أن يكون لديك نظارات وقفازات واقية. يتجاهل معظم الأشخاص الذين يقومون بفعل ذلك بنفسك إجراءات السلامة هذه ، لكن الحروق محبطة للغاية. هذه هي جميع المواد والأدوات اللازمة لحام الأنابيب النحاسية.
تكنولوجيا لحام النحاس خطوة بخطوة
يبدأ لحام الأنابيب النحاسية بإعداد الوصلة. تعتمد موثوقية الاتصال على جودة التحضير ، وبالتالي ، تكرس وقتًا وجهدًا كافيين لهذه العملية.
تتكون أنابيب النحاس النحاسية من عدة مراحل
تحضير الاتصال
كما ذكرنا سابقًا ، يجب أن يكون قطع الأنبوب رأسيًا تمامًا ، بدون نتوءات ، ولا ينبغي تشويش الأنبوب ، ويجب أن تكون الحافة مستوية وسلسة. إذا كانت هناك انحرافات صغيرة ، فنحن نأخذ مشطوفًا أو ورق صنفرة ونجلب القطع إلى الوضع المثالي.

من الضروري إزالة الطبقة المؤكسدة
بعد ذلك ، نأخذ التركيب ، وندخل الأنبوب فيه. الجزء الذي يدخل في المقبس يحتاج إلى التنظيف. نخرج الأنبوب ونستخدم ورق الصنفرة لإزالة الطبقة المؤكسدة العلوية من هذا الجزء من الأنبوب. ثم نقوم بنفس العملية مع السطح الداخلي للجرس.
تطبيق الجريان
يتم تطبيق التدفق على السطح النظيف بالكامل - خارج الأنبوب وداخل التركيب. لا توجد صعوبات - يتم توزيع التركيبة بالتساوي بفرشاة.

تطبيق الجريان
اللحيم
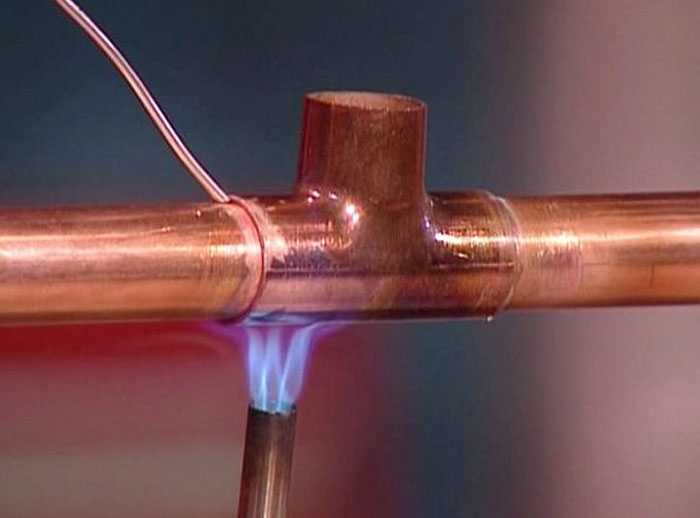
يتم إدخال أجزاء خط الأنابيب المعالجة في بعضها البعض ويتم إصلاحها. إذا كان هناك مساعد ، يمكنه تثبيت الأجزاء بلا حراك. إذا لم يكن الأمر كذلك ، فسيتعين عليك تدبر نفسك. ثم يتم إشعال الموقد ، يتم توجيه اللهب إلى التقاطع. درجة حرارة اللهب من ألف درجة وما فوق ، ومن الضروري تسخين الوصلة حتى 250-300 درجة مئوية ، وهذا يستغرق 15-25 ثانية. في الوقت نفسه ، يمكنك التركيز على لون التدفق - بمجرد أن يصبح داكنًا ، حان الوقت لحقن اللحام.
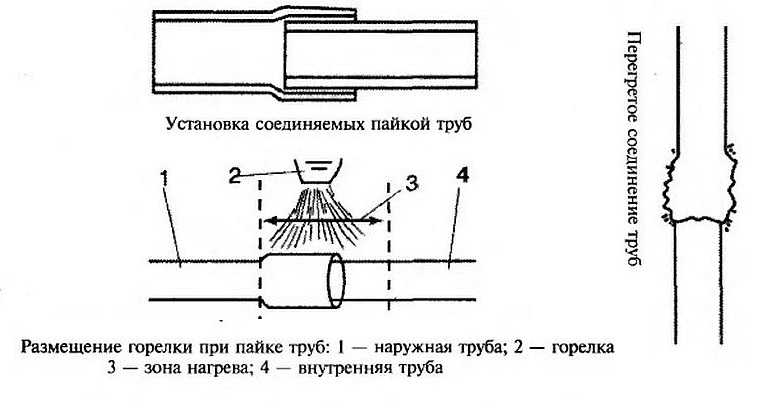
الموقع الصحيح للموقد عند لحام الأنابيب النحاسية بيديك
لضمان تسخين موحد ، وجه لهب الموقد في منتصف الوصلة. ثم يتم تسخين منطقة اللحام بالكامل بشكل متساوٍ.

لحام مواسير نحاسية مع لحام ناعم
يتم حقن اللحام في المفصل - حيث ينضم التركيب والأنبوب. عندما يسخن ، يبدأ في الذوبان ، وينتشر ويملأ الفجوة بين العناصر. يمكن تطبيقه فقط نصف الطول - عندما يذوب ، سوف يتدفق إلى باقي الاتصال. في الواقع ، هذا كل شيء - انتهى لحام الأنابيب النحاسية. جميع الاتصالات الأخرى تفعل الشيء نفسه.
عند استخدام اللحام الصلب ، يكون كل شيء متماثلًا تقريبًا ، ولا يتم استخدام سوى الحروق الأخرى - تلك التي تعمل بالغاز ، وأثناء عملية اللحام ، من الضروري قلب الأنبوب ، ولف اللحام المخفف على الأنبوب.









الموقع الوحيد حيث كل شيء واضح ، واضح ، مفهوم ، الشيء الرئيسي هو بدون ماء. شكرا لك!!!